


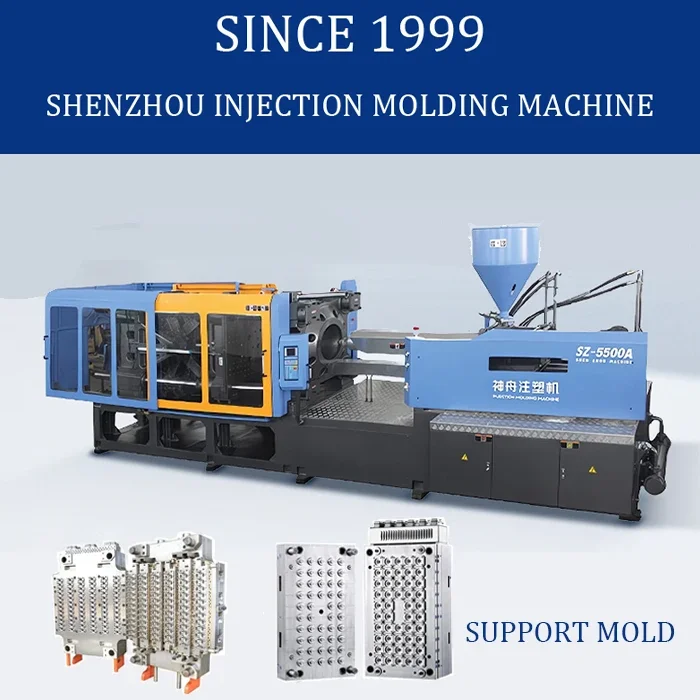
Kunststoff-Flaschengriffe Spritzgießmaschine
Der Kunststoff-Eimergriff ist ein zentrales tragendes Bauteil des Wasser-eimers. Es handelt sich um ein kleines, hochzähes und hochpräzises Spritzgussteil. Die zentralen Produktionsanforderungen sind, dass es den Zähigkeitsstandard erfüllt, ohne zu reißen, unter Last nicht verformt, eine exakte Passgenauigkeit zum Eimerkörper aufweist und keine optischen Mängel aufweist. Gleichzeitig ist es für den Einsatz in großvolumigen Massenproduktionen geeignet
Beschreibung
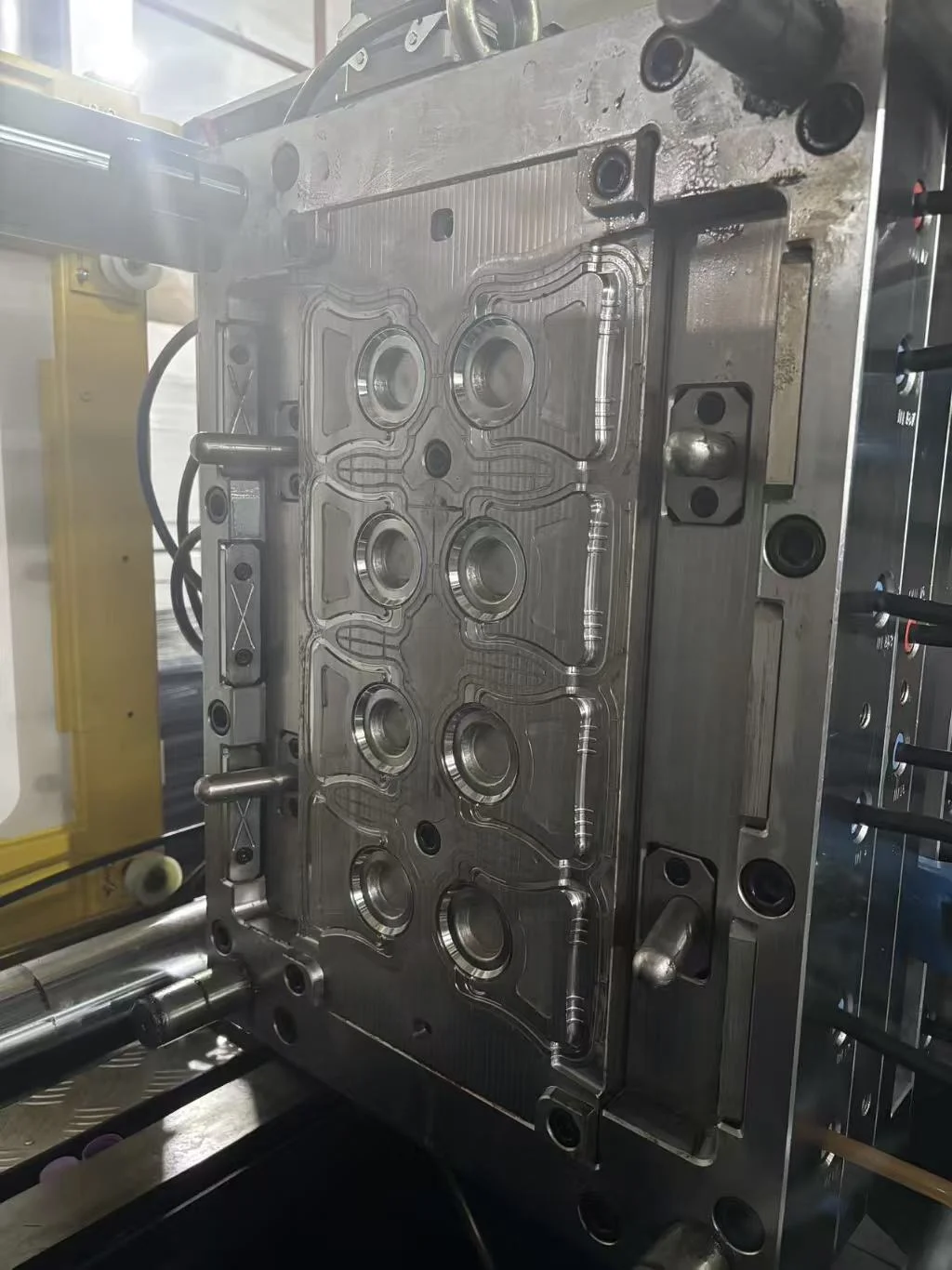
Exklusive Anforderungen für Eimergriffformen
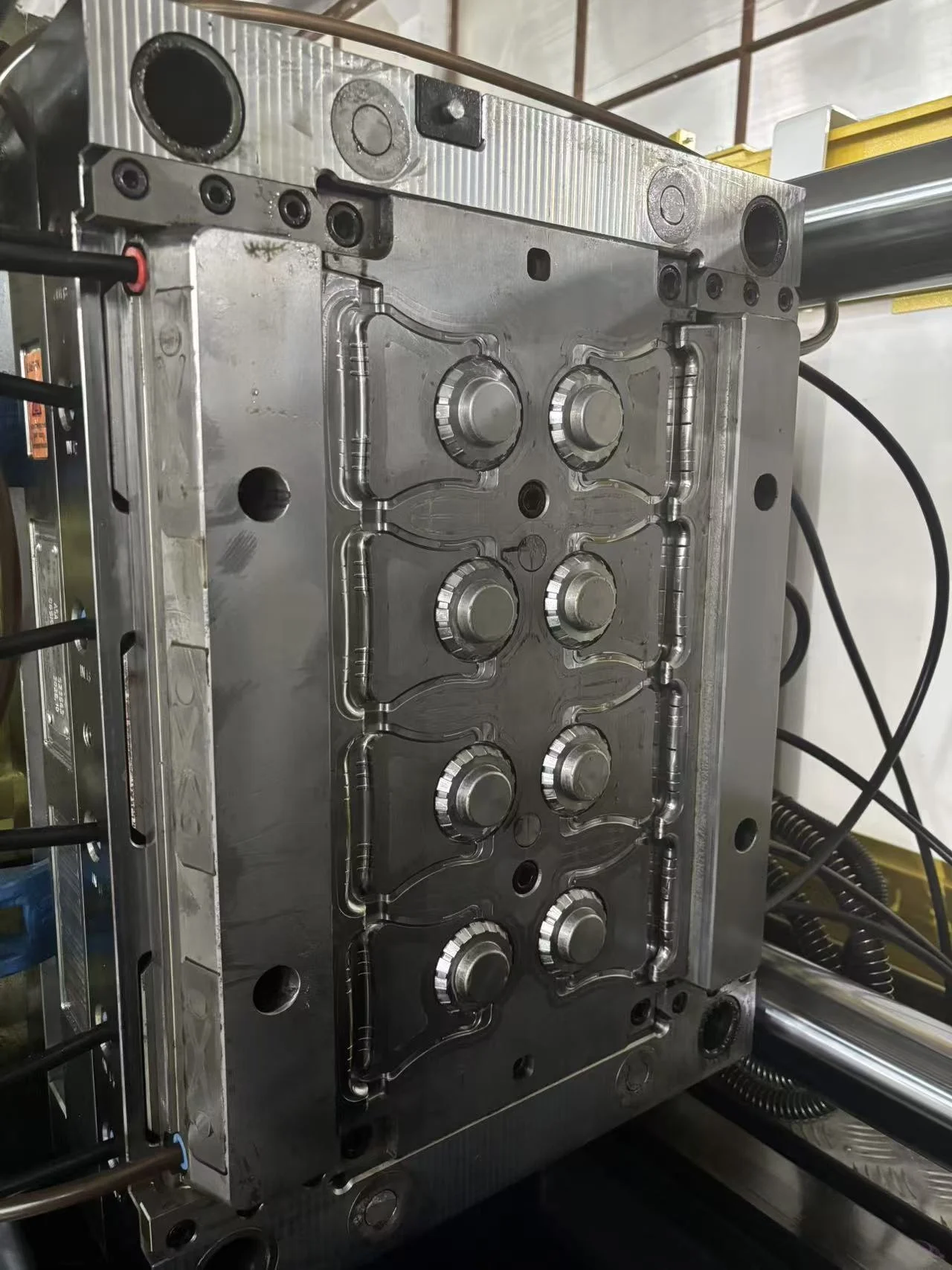
Die Griffform ist der Schlüssel zur Serienproduktion. Mehrfachkavitäts-Design, hochfeste Kavität und ein problemloses Entformen sind dabei zentral. Alle Anforderungen drehen sich um „hohe Kapazität, null Ausschuss und lange Lebensdauer“ – keiner dieser Punkte darf fehlen.
Kavitätsdesign : Bevorzugung mehrerer Kavitäten, um verschiedene Modelle abzudecken.
Kavitätsdesign : Bevorzugung mehrerer Kavitäten, um verschiedene Modelle abzudecken.
Die kleinen Griffteile eignen sich für die Mehrfachkavitäten-Massenproduktion und sind entscheidend zur Kostensenkung: Das 80-t-Modell ist kompatibel mit 16–24 Kavitäten, das 120–160-t-Modell mit 32–48 Kavitäten, und das 200-t-Modell kann bis zu 64 Kavitäten erreichen. Die Anzahl der Kavitäten ist nicht unbedingt umso besser, je höher sie ist. Es muss sichergestellt werden, dass das geschmolzene Material gleichmäßig in allen Kavitäten verteilt wird, um Materialmangel und Schwindung in einzelnen Kavitäten zu vermeiden.
Formmaterial und Polieren : Abwägung zwischen Haltbarkeit und Optik
Die Formhohlraum-/Kernkomponente besteht aus vorgehärtetem Stahl 718H (Kosten-Leistungs-Verhältnis) / S136-Edelstahl (lebensmitteltauglich) mit einer Härte von HRC48-52, wodurch sie verschleißfest und schlagzäh ist. Die Formlebensdauer beträgt ≥3 Millionen Zyklen und verschleißt nicht während langfristiger Serienproduktion.
Die Formhohlraumoberfläche ist auf Ra0,4-0,8μm poliert, glatt und ohne tote Winkel, um Kratzer und Anhaften der Form an der Griff-Oberfläche zu vermeiden. Der lebensmitteltaugliche Eimergriff muss mit S136 spiegelglanzpoliert werden, entspricht den Normen GB4806/FDA und setzt keine schädlichen Substanzen frei.
Konstruktives Design: 3 wesentliche Details zur Beseitigung von Produktionsproblemen
1. Anspritzpunkt: Bevorzugung von Nadeldüsen oder verdeckten Düsen, die am Ansatz des Griffs (nicht belasteter/kontaktfreier Bereich) angeordnet sind. Die Angussstellen sind klein, eine sekundäre Nachbearbeitung ist nicht erforderlich, und sie beeinträchtigen weder das Aussehen noch die Tragfähigkeit. Es ist untersagt, den Anspritzpunkt im belasteten Bereich des Griffs anzubringen, um Spannungskonzentration und Sprödbruch zu vermeiden.
2. Entformung: Zur Entformung wird eine Kombination aus Auswerferstiften und Federstiften verwendet. Die Auswerferstifte sind gleichmäßig auf der Innenseite des Griffs verteilt und sorgen für eine gleichmäßige Kraftverteilung, um Beschädigungen und Verformungen während der Entformung zu verhindern. Die Form verfügt über eine Entformungsschräge von 1–2°, was eine leichtere Entformung gewährleistet und eine direkte Anbindung an einen Roboterarm für die automatische Teileentnahme ermöglicht.
3. Kühlung: Die Wasserkanäle der Form liegen nahe an der Formhöhle, wodurch jede Formhöhle unabhängig gekühlt wird. Die Wasserkanäle sind frei von Verstopfungen und toten Ecken, sodass die Formtemperatur gleichmäßig und stabil ist. Dadurch wird der Formzyklus verkürzt und verhindert, dass der Griff durch ungleichmäßige Kühlung verzieht oder verformt.
Formmaterial und Polieren : Abwägung zwischen Haltbarkeit und Optik
Die Formhohlraum-/Kernkomponente besteht aus vorgehärtetem Stahl 718H (Kosten-Leistungs-Verhältnis) / S136-Edelstahl (lebensmitteltauglich) mit einer Härte von HRC48-52, wodurch sie verschleißfest und schlagzäh ist. Die Formlebensdauer beträgt ≥3 Millionen Zyklen und verschleißt nicht während langfristiger Serienproduktion.
Die Formhohlraumoberfläche ist auf Ra0,4-0,8μm poliert, glatt und ohne tote Winkel, um Kratzer und Anhaften der Form an der Griff-Oberfläche zu vermeiden. Der lebensmitteltaugliche Eimergriff muss mit S136 spiegelglanzpoliert werden, entspricht den Normen GB4806/FDA und setzt keine schädlichen Substanzen frei.
Konstruktives Design: 3 wesentliche Details zur Beseitigung von Produktionsproblemen
1. Anspritzpunkt: Bevorzugung von Nadeldüsen oder verdeckten Düsen, die am Ansatz des Griffs (nicht belasteter/kontaktfreier Bereich) angeordnet sind. Die Angussstellen sind klein, eine sekundäre Nachbearbeitung ist nicht erforderlich, und sie beeinträchtigen weder das Aussehen noch die Tragfähigkeit. Es ist untersagt, den Anspritzpunkt im belasteten Bereich des Griffs anzubringen, um Spannungskonzentration und Sprödbruch zu vermeiden.
2. Entformung: Zur Entformung wird eine Kombination aus Auswerferstiften und Federstiften verwendet. Die Auswerferstifte sind gleichmäßig auf der Innenseite des Griffs verteilt und sorgen für eine gleichmäßige Kraftverteilung, um Beschädigungen und Verformungen während der Entformung zu verhindern. Die Form verfügt über eine Entformungsschräge von 1–2°, was eine leichtere Entformung gewährleistet und eine direkte Anbindung an einen Roboterarm für die automatische Teileentnahme ermöglicht.
3. Kühlung: Die Wasserkanäle der Form liegen nahe an der Formhöhle, wodurch jede Formhöhle unabhängig gekühlt wird. Die Wasserkanäle sind frei von Verstopfungen und toten Ecken, sodass die Formtemperatur gleichmäßig und stabil ist. Dadurch wird der Formzyklus verkürzt und verhindert, dass der Griff durch ungleichmäßige Kühlung verzieht oder verformt.
Produktebeschreibung





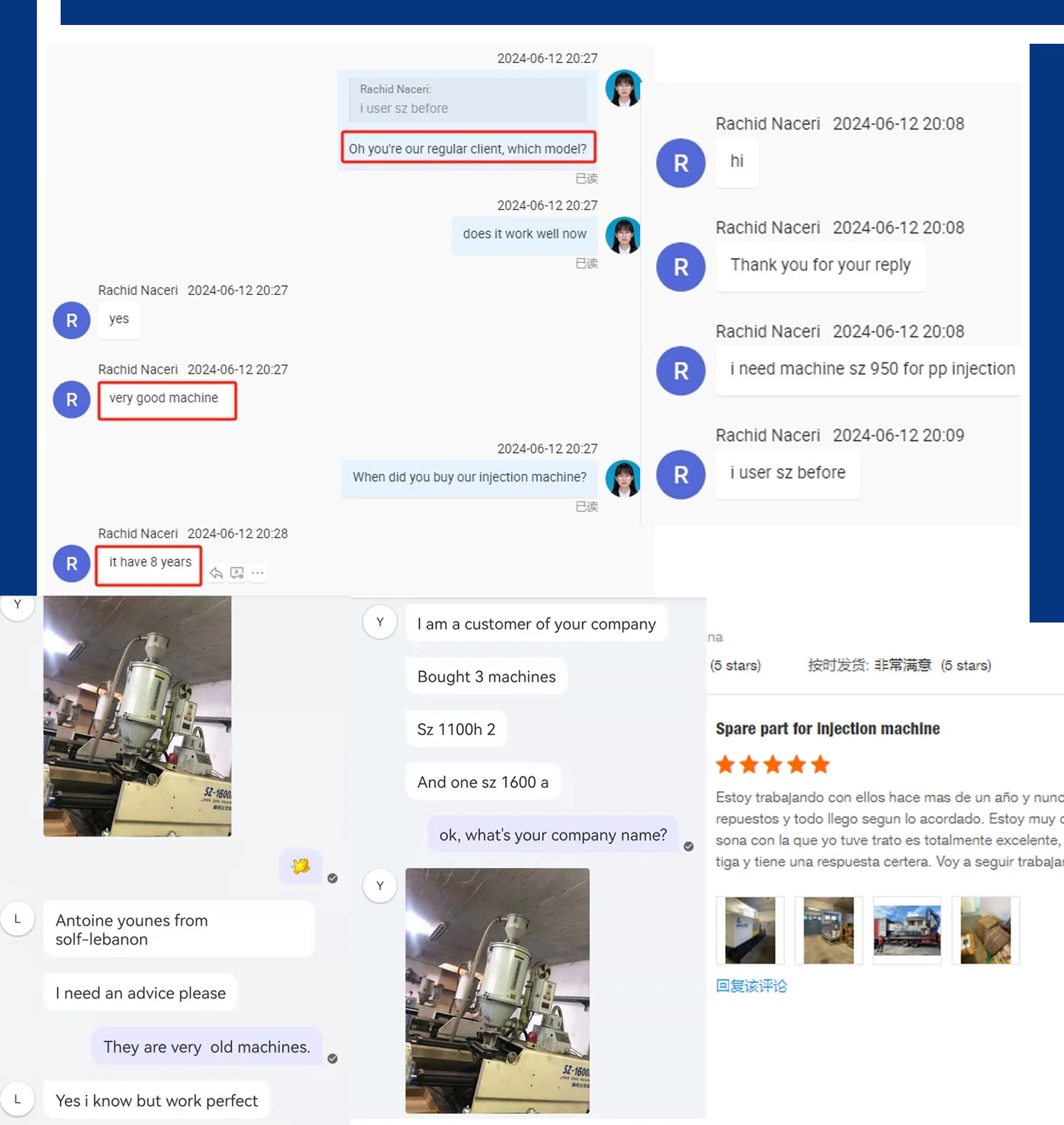
bewertungen
ZERTIFIZIERUNGEN



Unternehmensinformationen




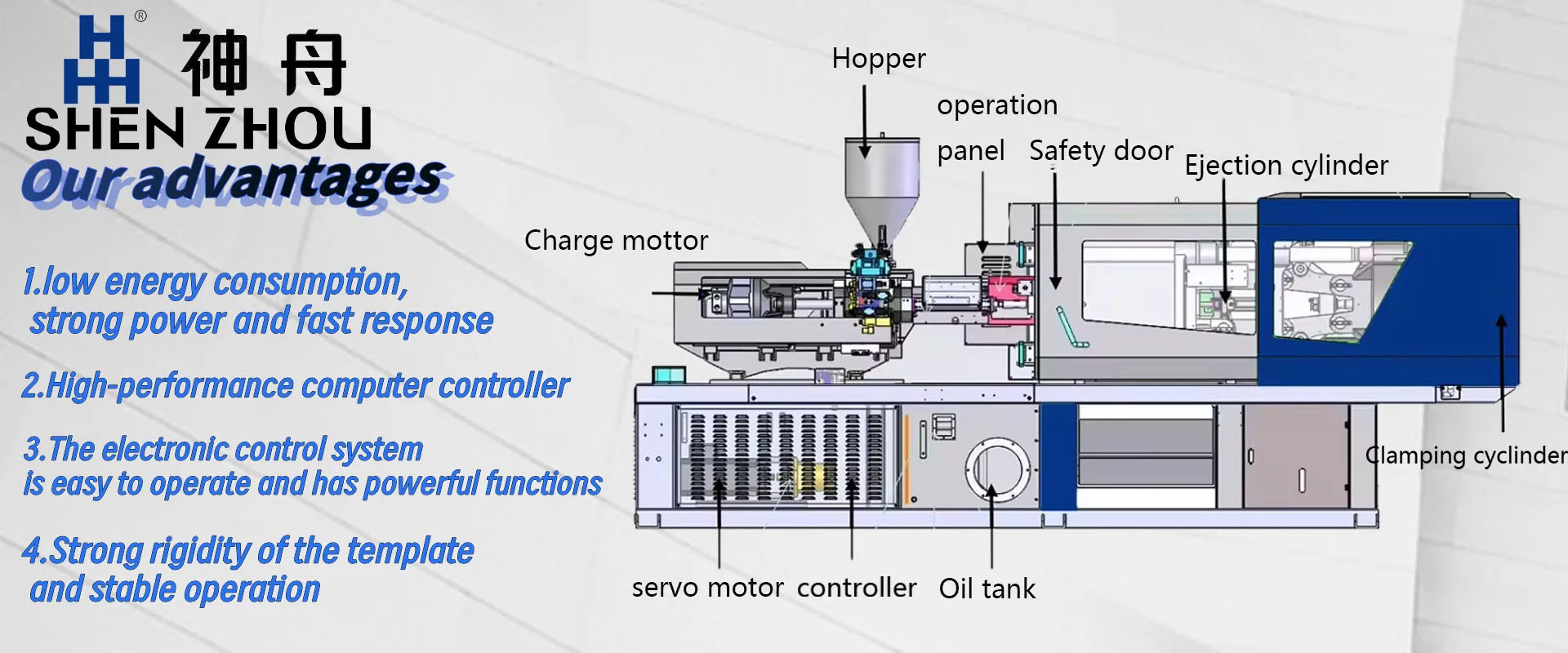
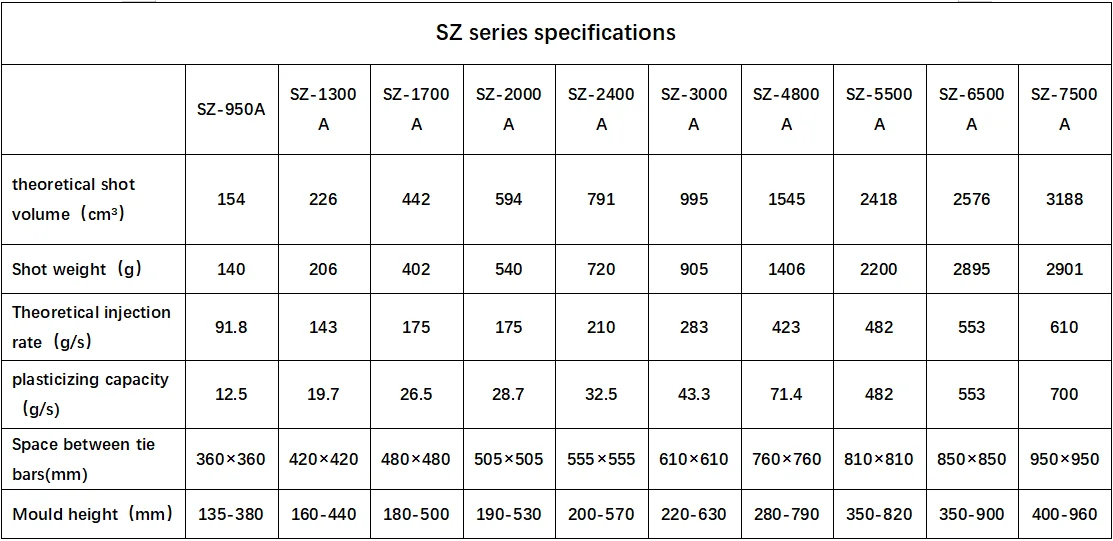
Technischer Parameter
artikel ITEM |
uNIT |
SZ—2400A |
|||||||
einspritzeinheit |
|||||||||
螺杆直径 |
Schraubendurchmesser |
mm |
55 |
60 |
65 |
||||
螺杆长径比 |
SCHRAUBDECKEL-VERHÄLTNIS |
L/D |
22.9 |
21 |
19.4 |
||||
理论注射容积 |
Theoretisches Spritzvolumen |
Cm3 |
665 |
791 |
929 |
||||
pS-Fehler: |
SCHUSSGEWICHT (PS) |
g |
605 |
720 |
845 |
||||
注射压力 |
Spritzeinsatzdruck |
Mpa |
210 |
176 |
150 |
||||
pS-Fehler: |
THEORETISCHE EINSPRITZRATE (PS) |
g/s |
176.5 |
210 |
245 |
||||
pS-Hilfe |
PLASTIFIZIERUNGSKAPAZITÄT |
g/s |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
Schraubdrehmoment |
N.M |
2000 |
||||||
螺杆最高转速 |
MAX. SCHRAUBENDREHZAHL |
u/min |
150 |
||||||
洼射行程 |
Injektionshub |
mm |
280 |
||||||
klemmeinheit |
|||||||||
合模力 |
MAX. SPANNKRAFT K |
KN |
2400 |
||||||
移模行程 |
MAX. ÖFFNUNGSHUB |
mm |
530 |
||||||
tonspuren von einem Tonstudio (VxH) |
Abstand zwischen den Verbindungsstangen |
mm |
555×555 |
||||||
min-Max-Werte (MIN-MAX) |
Formhöhe |
mm |
200-570 |
||||||
模板最大开距 |
Max. Tageslicht |
mm |
1100 |
||||||
液压顶出力 |
Ausschubkraft |
KN |
61.5 |
||||||
液压顶出行程 |
Ausschubweg |
mm |
135 |
||||||
液压顶出杆总数 |
AUSWERFERMENGE |
9 |
|||||||
sonstiges |
|||||||||
油泵电动机功率 |
Pumpenmotorleistung |
KW |
22 |
||||||
油泵最高压力 |
Pumpe Druck |
Mpa |
16 |
||||||
料简加热功率 |
Heizleistung |
KW |
18.5 |
||||||
加热区段 |
HEIZZONE |
5 |
|||||||
abmessungen (L x B x H) |
Größe |
m |
6.2×1.6×2.1 |
||||||
japanischer Koch |
LEERGEWICHT |
t |
8.0 |
||||||
油箱容积 |
Kapazität des Ölbehälters |
L |
440 |
||||||
国际公认型号 |
INTERNATIONALE BEZEICHNUNG |
2400—1390 |
|||||||
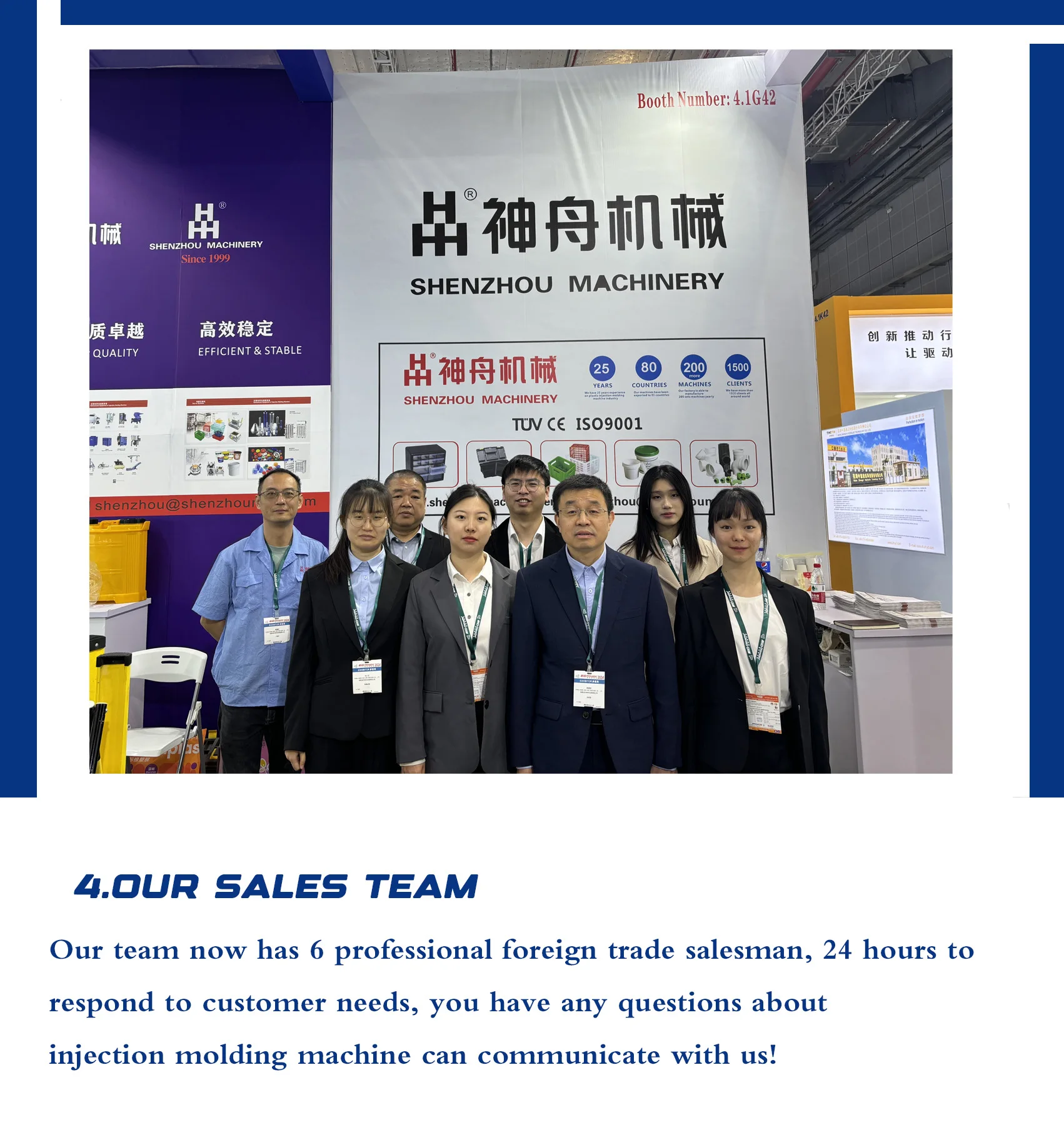
Ausstellung



Häufig gestellte Fragen
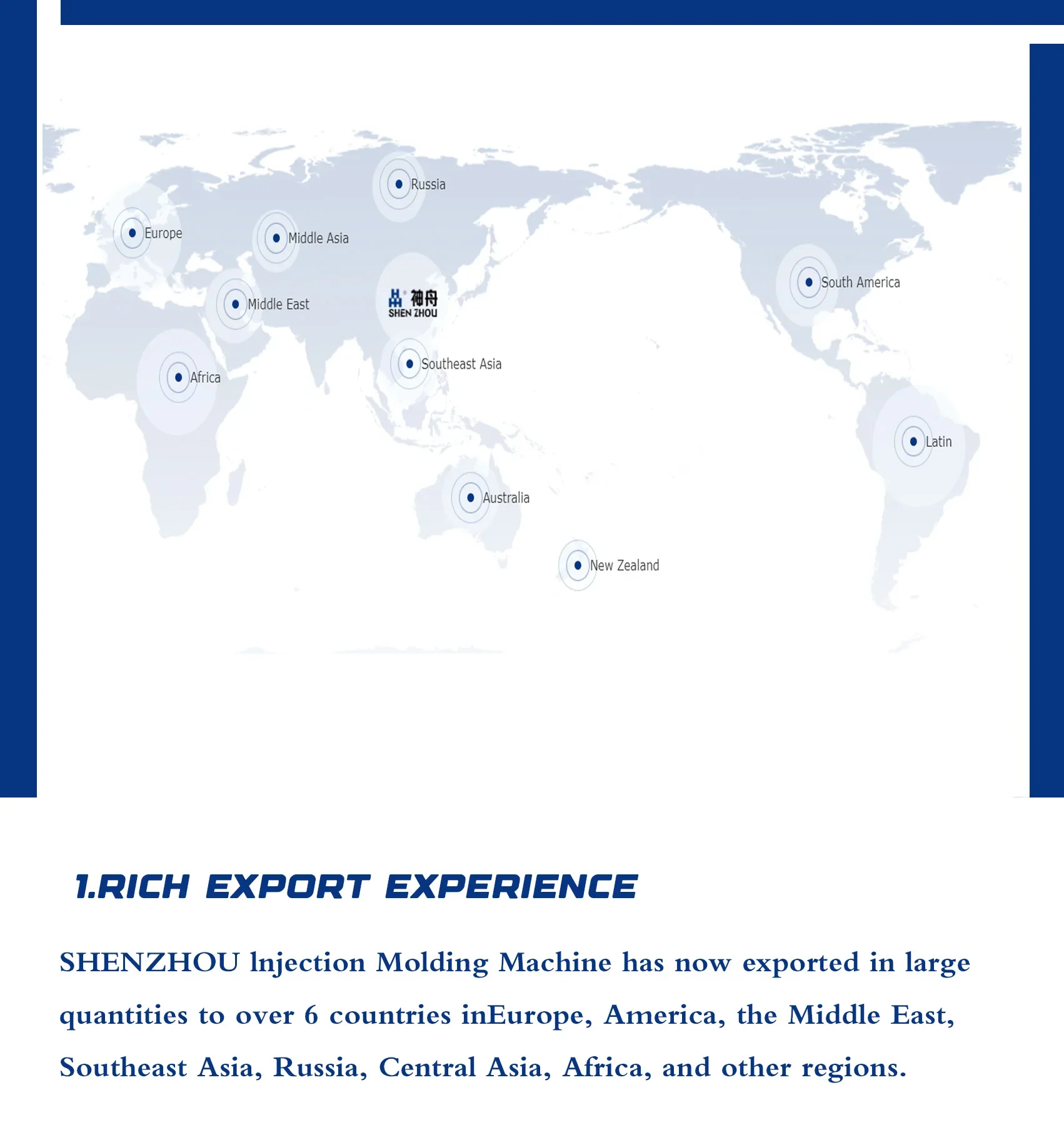
1. F: Sind Sie eine Fabrik oder ein Handelsunternehmen? A: Industrie- und Handelsintegration, wir liefern zum Fabrikpreis mit guter Qualität, herzlich willkommen bei uns! 2. F: Wie sieht es in Ihrer Fabrik mit der Qualitätskontrolle aus? A: Qualität hat Priorität. Wir legen stets großen Wert auf Qualitätskontrolle von Anfang bis Ende und verfügen über eine eigene Qualitätskontrollabteilung. 3. Frage: Wie lange sind Ihre üblichen Lieferzeiten? A: Die Lieferzeiten in unserem Unternehmen betragen typischerweise 25–35 Tage nach Auftragseingang. Wir verfügen auch über unabhängige Standorte und Ingenieure für dringendere Bestellungen, die innerhalb von 2 Wochen versendet werden können. 4. Frage: Wie ist der Preis? A: Wir schätzen die Kosten und bieten Ihnen den besten Preis. Wir garantieren Ihnen beste Produktqualität und Kundendienst zum gleichen Preis. Bestandskunden profitieren von weiteren Preisnachlässen. 5. Frage: Wie unterscheidet sich Ihre Maschine von anderen Anbietern? A: Wir haben das Gesamtlayout jedes Maschinenteils optimiert, um einen reibungslosen Betrieb und eine längere Lebensdauer zu gewährleisten. Die feinen Teile sind mit exklusiven Markierungen versehen, was den Austausch und die Verwendung für Kunden erleichtert. 6. Frage: Wo befindet sich Ihre Fabrik? Wie kann ich sie besuchen? A: Unsere Fabrik befindet sich in Shenzhou Machinery, Nr. 22 Zhenbei Road, Fenghuang Town, Zhangjiagang City, China. Alle unsere Kunden aus dem In- und Ausland sind herzlich willkommen, uns zu besuchen!
Sie können uns gerne Muster zusenden, wir fertigen hochwertige Maschinen individuell für Sie an! Herzliche Grüße!