


Stroj za brizganje ročk za plastične steklenice
Plastični ročaj za vedro je temeljni nosilni del posode za vodo. Gre za majhen, visoko žilav in visoko natančen injekcijsko lit kos. Ključne zahteve pri proizvodnji so, da ustreza standardu žilavosti brez razpok, se ne deformira pod obremenitvijo, ima natančno velikost, primerno za telo vedra, in nima napak na videz. Hkrati mora ustrezati potrebam množične proizvodnje
Opis
Izključne zahteve za plošče kalupa ročaja
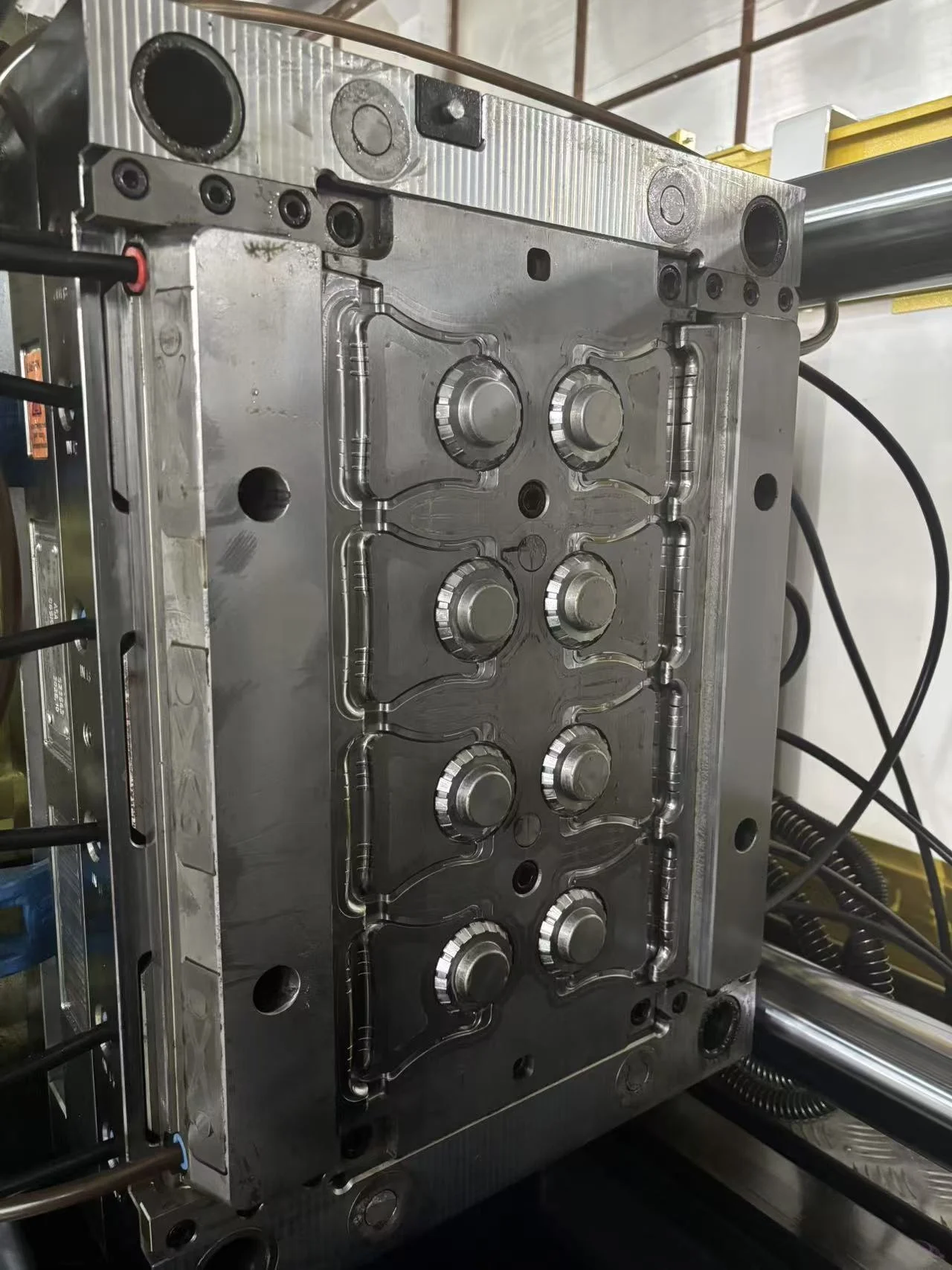
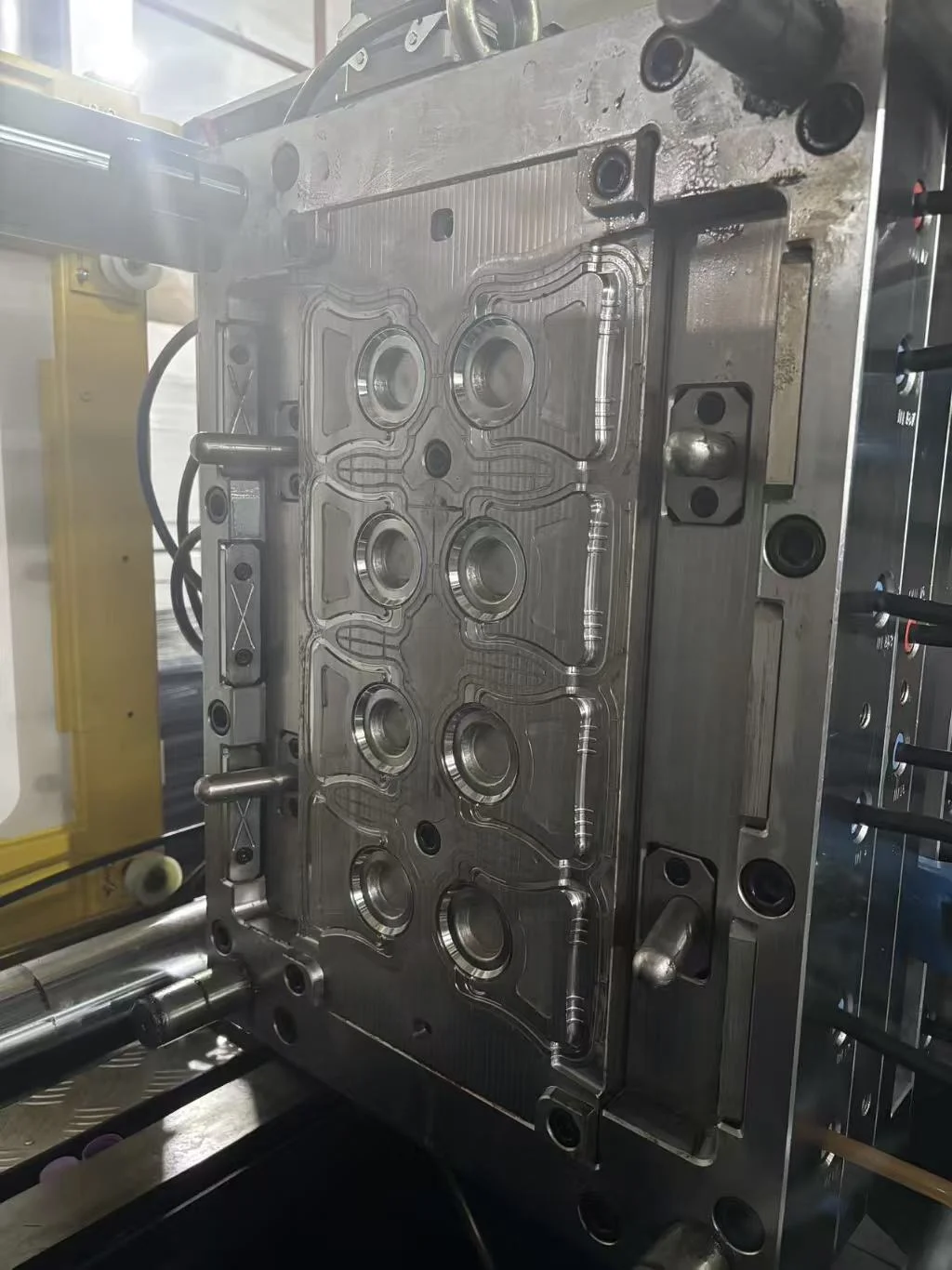
Kalup ročaja je ključ do serijske proizvodnje. Večpolostna konstrukcija, visoko žilavost polosti in gladko izvlečenje so jedro vsega. Vse zahteve se vrtijo okoli »visoke zmogljivosti, nič napak in dolge življenjske dobe«, pri čemer ni mogoče izpustiti nobene od njih.
Konstrukcija polosti : Prednost večkratnih polosti za prilagoditev različnim modelom.
Konstrukcija polosti : Prednost večkratnih polosti za prilagoditev različnim modelom.
Manjše dele ročajev je primerno proizvajati v večkratnih polostih, kar omogoča masovno proizvodnjo in je ključno za zniževanje stroškov: model 80t je združljiv s 16–24 polostmi, model 120–160t s 32–48 polostmi, medtem ko model 200t doseže 64 polosti. Število polosti ni nujno boljše, če je višje. Treba je zagotoviti enakomerno porazdelitev taline v vseh polostih, da se prepreči pomanjkanje materiala in krčenje v posameznih polostih.
Material kalupa in poliranje : uravnoteženje trajnosti in videza
Prostor/jedro je izdelan iz predtrdega jekla 718H (povezanost stroškov in lastnosti) /stal S136 (živilska kakovost), s trdočo HRC48-52, ki je odporen na obrabo in udarce. Življenjska doba kalupov je ≥ 3 milijone ciklov in se ne bo obrabila med dolgotrajno množično proizvodnjo.
Površina votline je polirana na Ra0,4-0,8 μm, gladka brez mrtvih vogalov, da se preprečijo praske in plesni, ki se prilepijo na površino ročaja. Vzemnik vedra za živila mora biti ogledalno poliran s S136, v skladu s standardi GB4806/FDA, in ne sprostijo škodljivih snovi.
Struktura: trije ključni elementi za odpravo težav pri proizvodnji
1. Vrat: Prednostno izberite točkovna vratca ali skrita vratca, postavljena v korenu ročke (ne-nosilno/stikalo območje). Oznake vrat so majhne, ni potrebno sekundarno obrezovanje in ne vplivajo na videz ali nosilno zmogljivost. Prepovedano je odpiranje vrat na nosilnem delu ročke, da se prepreči koncentracija napetosti in krhko razpokanje.
2. Izmak: Za izmak se uporablja kombinacija iztisnih igel in vzmetnih igel. Iztisne igle so enakomerno porazdeljene na notranji strani ročke, kar zagotavlja enakomeren pritisk in preprečuje poškodbe ter deformacije med izmaku. Model ima izmakni nagib 1–2°, kar omogoča lažji izmak in omogoča neposredno povezavo z mehansko roko za avtomatsko odstranitev delov.
3.Hlajenje: Vodni kanali v plošči so blizu votline, kar zagotavlja neodvisno hlajenje vsake votline. Vodni kanali so prosto pretočni brez slepih kotov, temperatura plošče pa je enakomerna in stabilna. To skrajša obdobje litja in preprečuje upogibanje ali deformacijo ročaja zaradi neenakomernega hlajenja.
Material kalupa in poliranje : uravnoteženje trajnosti in videza
Prostor/jedro je izdelan iz predtrdega jekla 718H (povezanost stroškov in lastnosti) /stal S136 (živilska kakovost), s trdočo HRC48-52, ki je odporen na obrabo in udarce. Življenjska doba kalupov je ≥ 3 milijone ciklov in se ne bo obrabila med dolgotrajno množično proizvodnjo.
Površina votline je polirana na Ra0,4-0,8 μm, gladka brez mrtvih vogalov, da se preprečijo praske in plesni, ki se prilepijo na površino ročaja. Vzemnik vedra za živila mora biti ogledalno poliran s S136, v skladu s standardi GB4806/FDA, in ne sprostijo škodljivih snovi.
Struktura: trije ključni elementi za odpravo težav pri proizvodnji
1. Vrat: Prednostno izberite točkovna vratca ali skrita vratca, postavljena v korenu ročke (ne-nosilno/stikalo območje). Oznake vrat so majhne, ni potrebno sekundarno obrezovanje in ne vplivajo na videz ali nosilno zmogljivost. Prepovedano je odpiranje vrat na nosilnem delu ročke, da se prepreči koncentracija napetosti in krhko razpokanje.
2. Izmak: Za izmak se uporablja kombinacija iztisnih igel in vzmetnih igel. Iztisne igle so enakomerno porazdeljene na notranji strani ročke, kar zagotavlja enakomeren pritisk in preprečuje poškodbe ter deformacije med izmaku. Model ima izmakni nagib 1–2°, kar omogoča lažji izmak in omogoča neposredno povezavo z mehansko roko za avtomatsko odstranitev delov.
3.Hlajenje: Vodni kanali v plošči so blizu votline, kar zagotavlja neodvisno hlajenje vsake votline. Vodni kanali so prosto pretočni brez slepih kotov, temperatura plošče pa je enakomerna in stabilna. To skrajša obdobje litja in preprečuje upogibanje ali deformacijo ročaja zaradi neenakomernega hlajenja.
Opis izdelkov





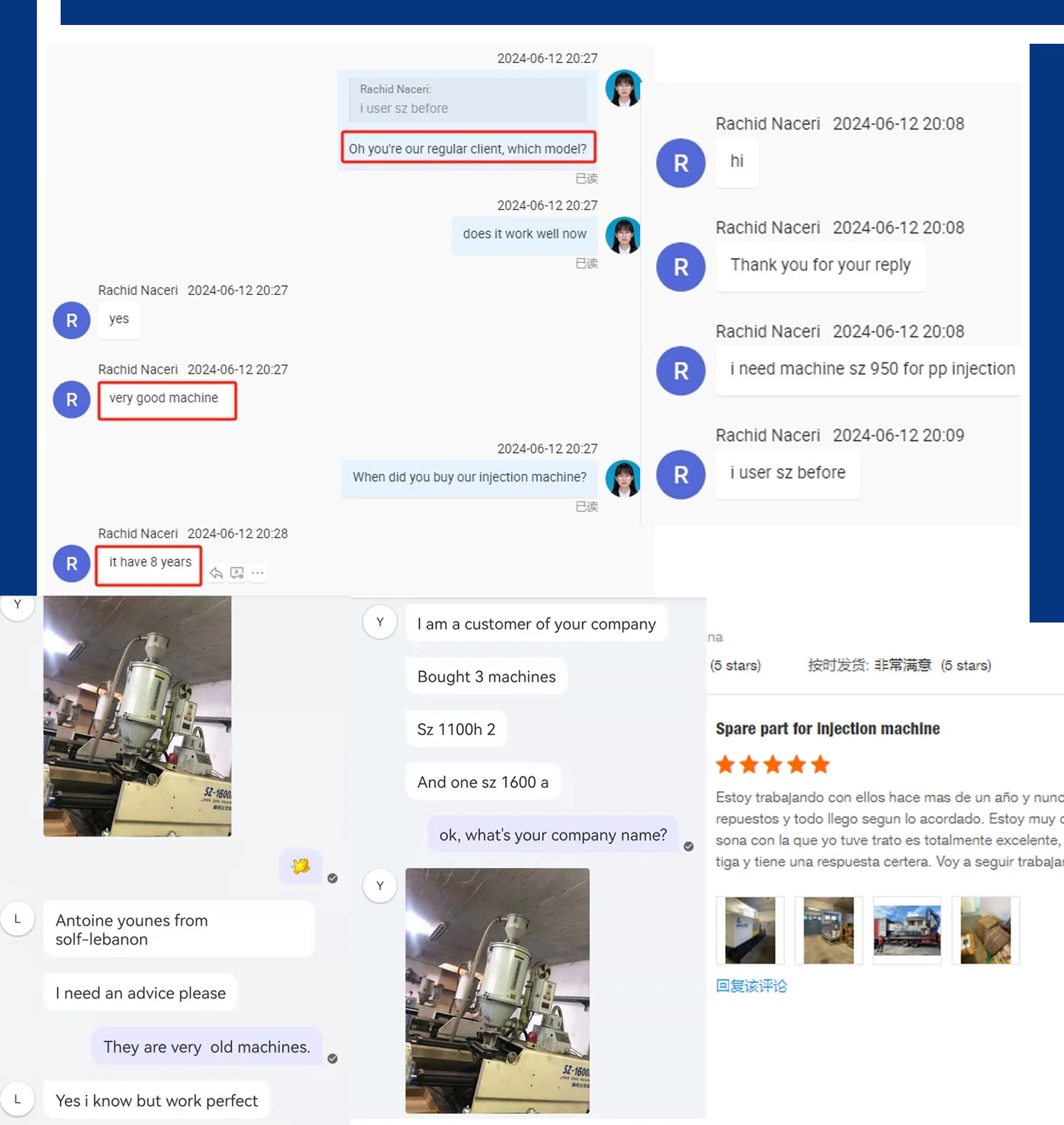
pregledi
CERTIFIKATI



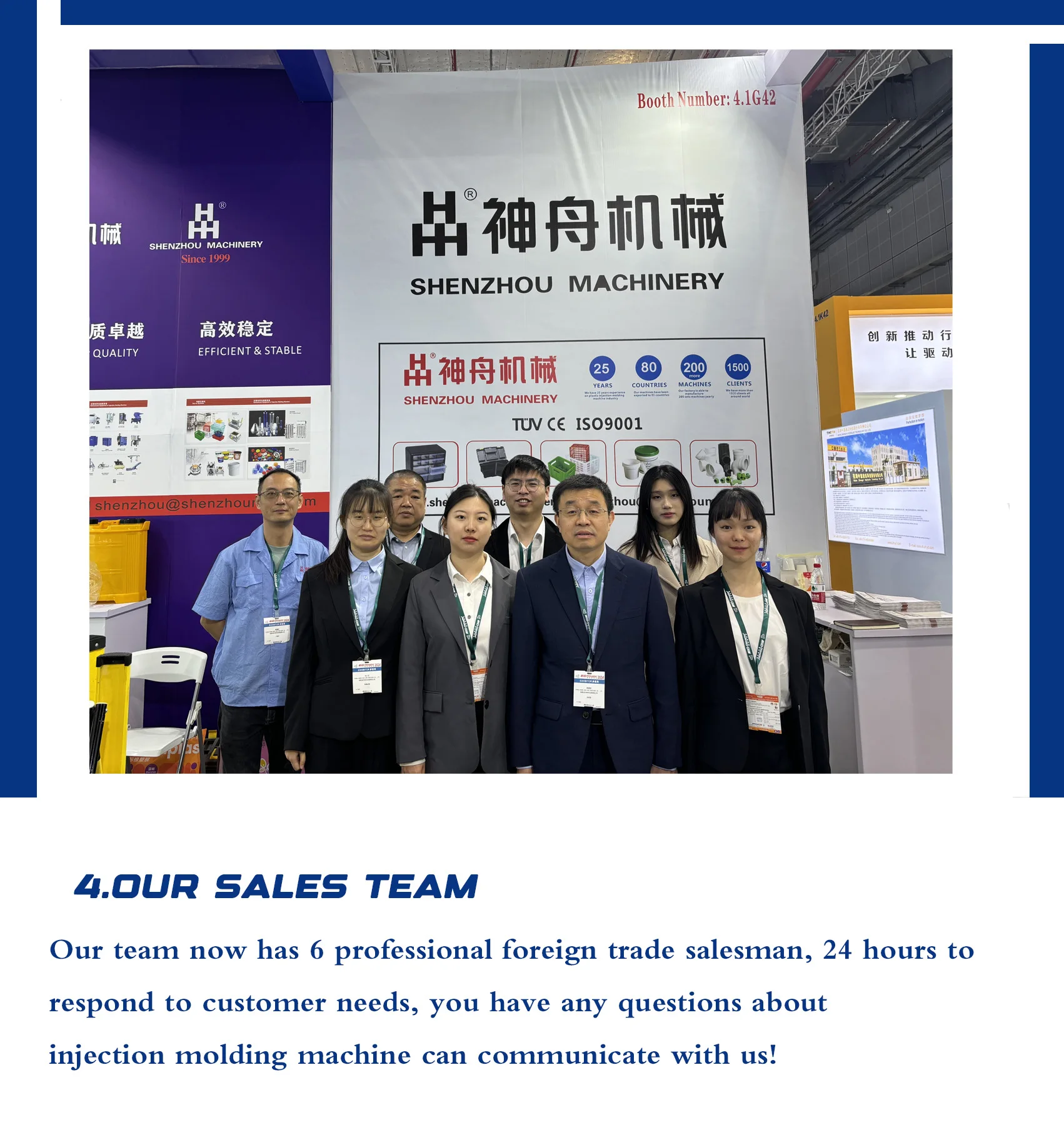
Informacije o podjetju




Tehnični parameter
项目 ITEM |
单位 ENOTA |
SZ—2400A |
|||||||
注射装置 ENOTA ZA VBRIZG |
|||||||||
螺杆直径 |
Premer vijaka |
mm |
55 |
60 |
65 |
||||
螺杆长径比 |
RAZMERJE NAVIJAČNEGA POKROVA |
L/D |
22.9 |
21 |
19.4 |
||||
理论注射容积 |
TEORETIČNA VOLUMENA STRLA |
Cm3 |
665 |
791 |
929 |
||||
注射质量 (PS料) |
TEŽA STRELA (PS) |
g |
605 |
720 |
845 |
||||
注射压力 |
Tlač vrelnega vmetanja |
MPa |
210 |
176 |
150 |
||||
理论注射速率(PS料) |
TEORETIČNA HITROST VBRIZGA (PS) |
g/s |
176.5 |
210 |
245 |
||||
塑化能力 (PS料) |
ZMOGLJIVOST PLASTIFIKIRANJA |
g/s |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
Navor vijaka |
N.m |
2000 |
||||||
螺杆最高转速 |
MAKS. HITROST VRTENJA VIJAKA |
r/min |
150 |
||||||
洼射行程 |
Injekcijski udarec |
mm |
280 |
||||||
合模装置 VPENJALNA ENOTA |
|||||||||
合模力 |
MAKS. VPENJALNA SILA K |
KN |
2400 |
||||||
移模行程 |
MAKS. ODPIRNI HOD |
mm |
530 |
||||||
拉杆有效间距 (VxV) |
Prostor med veznimi palicami |
mm |
555×555 |
||||||
允许模厚 (MIN–MAX) |
Višina kalupa |
mm |
200-570 |
||||||
模板最大开距 |
MAKS.DNEVNA SVETLOBA |
mm |
1100 |
||||||
液压顶出力 |
Ejektorska sila |
KN |
61.5 |
||||||
液压顶出行程 |
Izmetalni hod |
mm |
135 |
||||||
液压顶出杆总数 |
Količina ejektorja |
9 |
|||||||
其它 DRUGO |
|||||||||
油泵电动机功率 |
Moč pumpe |
KW |
22 |
||||||
油泵最高压力 |
Tlak črpalke |
MPa |
16 |
||||||
料简加热功率 |
Moč ogrevanja |
KW |
18.5 |
||||||
加热区段 |
OGREVALNA CONA |
5 |
|||||||
机器外形 (DxŠxV) |
Velikost |
m |
6.2×1.6×2.1 |
||||||
机器净重 |
Neto teža |
t |
8.0 |
||||||
油箱容积 |
Kapaciteta olajnega rezervoarja |
L |
440 |
||||||
国际公认型号 |
Mednarodna oznaka |
2400—1390 |
|||||||
Izložba



Pogosta vprašanja
1.Q: Ali ste tovarna ali trgovska družba? A: Integracija industrije in trgovine, dobavljamo tovarniško ceno z dobro kakovostjo, dobrodošli na obisk! 2.Q: Kako deluje vaša tovarna glede nadzora kakovosti? O: »Kakovost je prednostna naloga. Vedno pripisujemo velik pomen nadzoru kakovosti od samega začetka do samega konca in imamo namenski oddelek za nadzor kakovosti. 3.V: Kakšni so vaši običajni dobavni roki? O: Tipični dobavni roki za naše podjetje se gibljejo od 25 do 35 dni po prejemu naročila. Imamo tudi neodvisna mesta in inženirje, ki se ukvarjajo z nujnejšimi naročili, ki jih je mogoče poslati v 2 tednih. 4.V: O ceni? O: Ocenili bomo stroške in vam zagotovili najboljšo kakovost izdelkov in poprodajne storitve. 5. V: Kako se vaš stroj razlikuje od drugih podjetij? 6.V: Kje se nahaja vaša tovarna? O: Naša tovarna se nahaja v Shenzhou Machinery, št. 22 Zhenbei Town, mesto Zhangjiagang na Kitajskem? Vse naše stranke, doma ali v tujini, toplo vabljeni, da nas obiščete!
Vabimo vas, da nam pošljete vzorce, za vas bomo prilagodili visokokakovostne stroje! Vse najboljše za vas!