


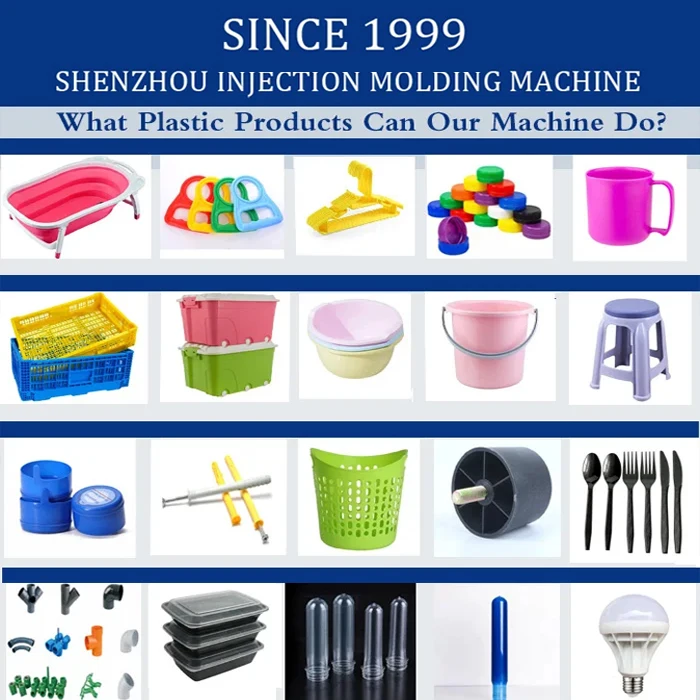
Пластиковые бутылки, ручки, литьевая машина для формовки
Ручка пластикового ведра является основным несущим элементом водяного ведра. Это небольшая деталь, получаемая методом литья под давлением, отличающаяся высокой прочностью и высокой точностью. Основные производственные требования заключаются в том, что ручка должна соответствовать стандарту по ударной вязкости без образования трещин, не деформироваться под нагрузкой, иметь точные габариты для плотного соединения с корпусом ведра и не иметь дефектов внешнего вида. В то же время она должна подходить для крупносерийного массового производства
Описание
Эксклюзивные требования к формам для ручек ведер
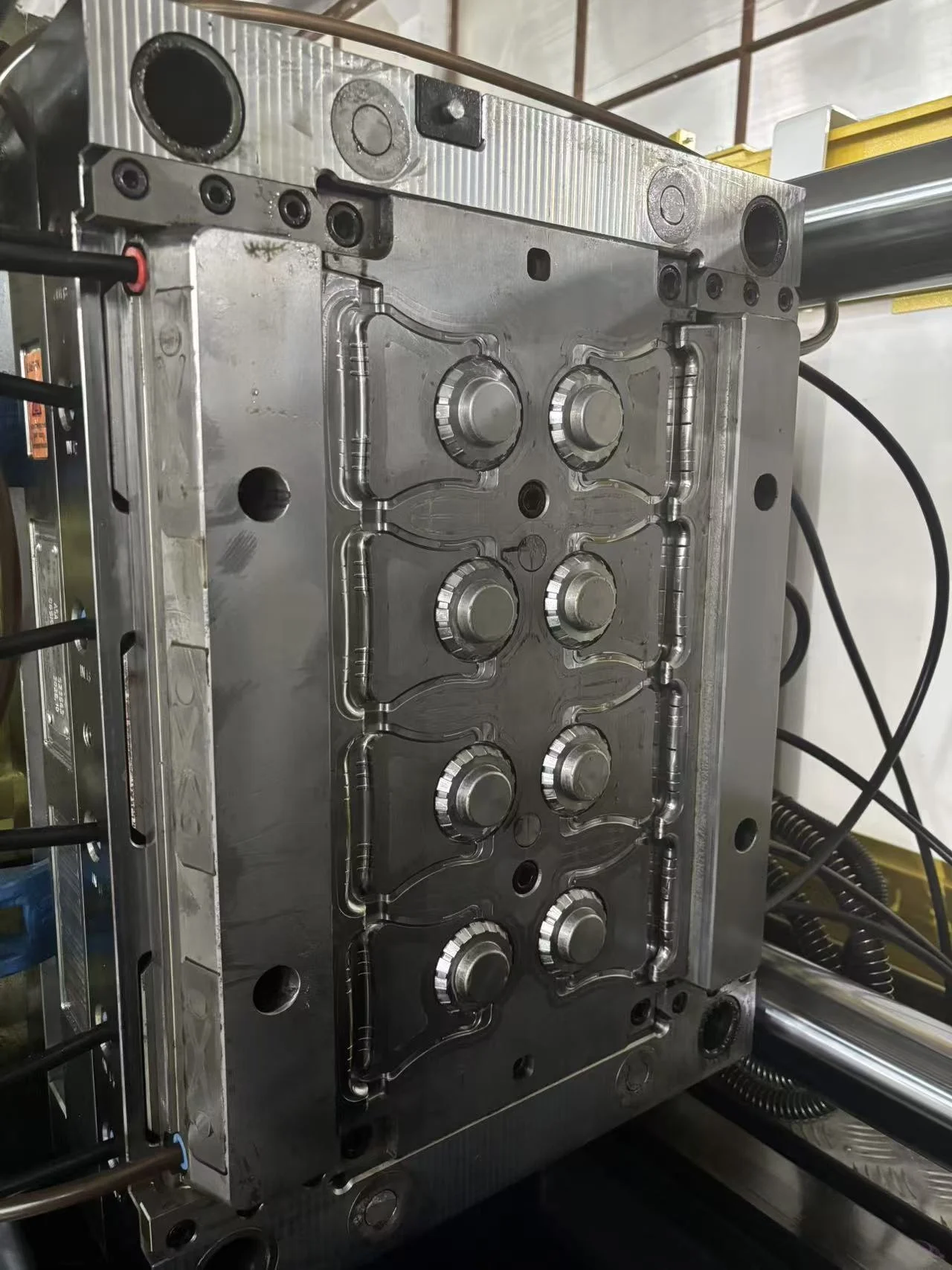
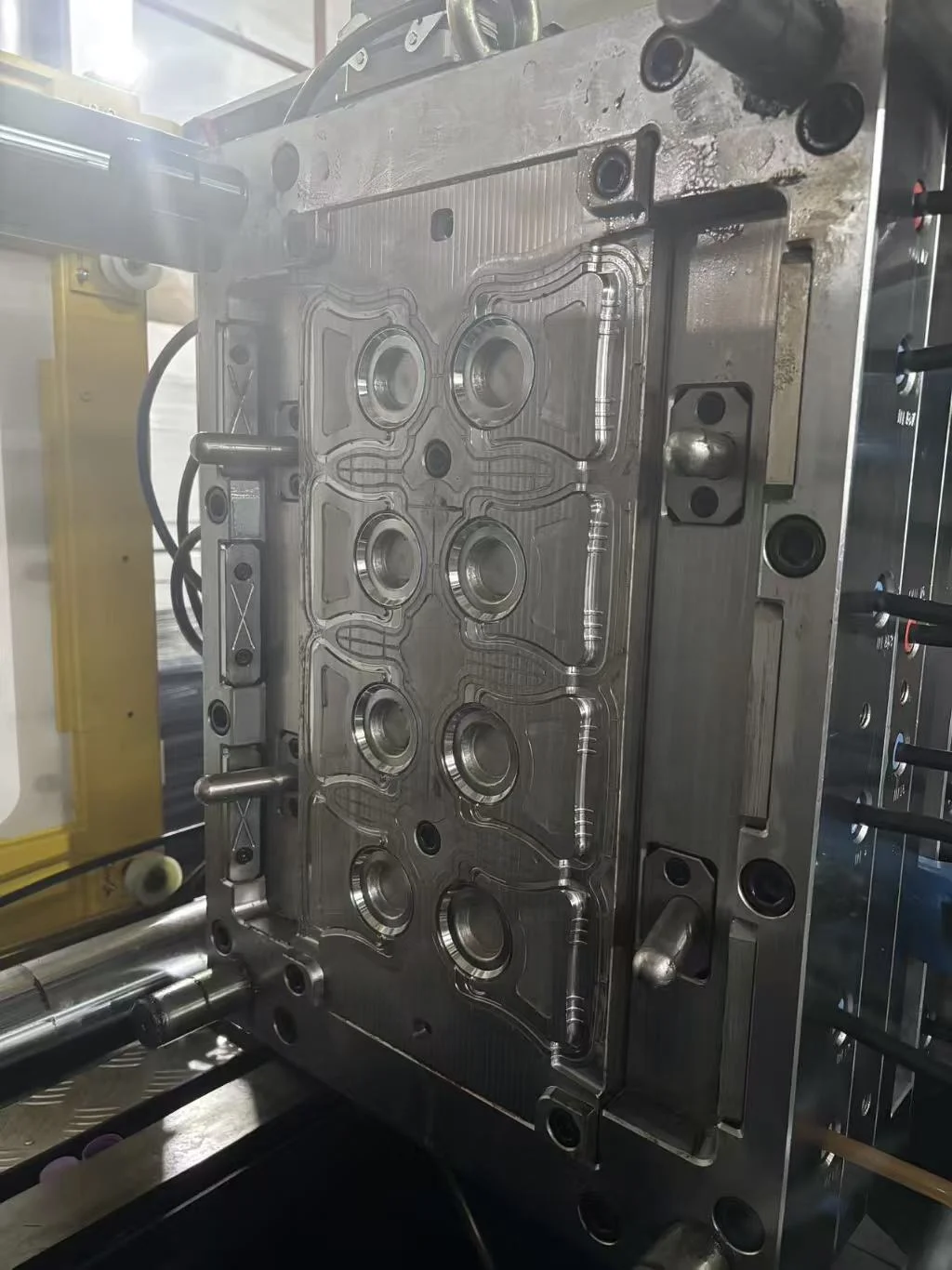
Форма для ручки является ключом к массовому производству. Многокамерная конструкция, высокопрочные полости и легкое извлечение изделия — это основа. Все требования сводятся к «высокой производительности, нулевому количеству брака и длительному сроку службы», и ни одно из них нельзя упустить.
Конструкция полости : предпочтение отдается многокамерной конструкции для адаптации к различным моделям.
Конструкция полости : предпочтение отдается многокамерной конструкции для адаптации к различным моделям.
Мелкие детали ручек подходят для многокамерного массового производства и являются ключевыми для снижения затрат: модель 80 т поддерживает 16–24 полости, модель 120–160 т — 32–48 полостей, а модель 200 т может обеспечить 64 полости. Количество полостей не обязательно должно быть как можно больше. Необходимо обеспечить равномерное распределение расплавленного материала по всем полостям, чтобы избежать недостатка материала и усадки в отдельных полостях.
Материал формы и полировка : баланс между долговечностью и внешним видом
Полость/сердечник изготовлена из предварительно закалённой стали 718H (соотношение цена-качество) / нержавеющей стали S136 (пищевой класс) с твёрдостью HRC48-52, что обеспечивает износостойкость и ударопрочность. Срок службы пресс-формы ≥3 миллиона циклов, и она не изнашивается при длительном серийном производстве.
Поверхность полости отполирована до Ra0,4-0,8 мкм, гладкая, без мёртвых углов, чтобы предотвратить царапины и прилипание формы на поверхности ручки. Ручка ведра пищевого класса должна быть зеркально отполирована с использованием S136, соответствовать стандартам GB4806/FDA, и не выделять вредных веществ.
Конструктивный дизайн: 3 ключевых детали для устранения трудностей производства
1. Ворота: Предпочтение следует отдавать точечным воротам или скрытым воротам, расположенным у основания ручки (в зоне без нагрузки/контакта). Следы ворот незаметны, дополнительная обрезка не требуется, внешний вид и несущая способность не страдают. Запрещается размещать ворота в местах нагрузки на ручку, чтобы избежать концентрации напряжений и хрупкого растрескивания.
2. Выталкивание: Для выталкивания используется комбинация выталкивающих штифтов и пружинных штифтов. Выталкивающие штифты равномерно распределены по внутренней стороне ручки, обеспечивая равномерное усилие, предотвращая повреждение и деформацию при выталкивании. Форма оснащена углом выталкивания 1–2°, что обеспечивает более плавное выталкивание и позволяет напрямую подключать манипулятор для автоматического извлечения деталей.
3. Охлаждение: водяные каналы формы расположены близко к полости, обеспечивая независимое охлаждение каждой полости. Водяные каналы свободны от препятствий и не имеют мертвых зон, температура формы равномерная и стабильная. Это сокращает цикл формования и предотвращает коробление или деформацию ручки из-за неравномерного охлаждения.
Материал формы и полировка : баланс между долговечностью и внешним видом
Полость/сердечник изготовлена из предварительно закалённой стали 718H (соотношение цена-качество) / нержавеющей стали S136 (пищевой класс) с твёрдостью HRC48-52, что обеспечивает износостойкость и ударопрочность. Срок службы пресс-формы ≥3 миллиона циклов, и она не изнашивается при длительном серийном производстве.
Поверхность полости отполирована до Ra0,4-0,8 мкм, гладкая, без мёртвых углов, чтобы предотвратить царапины и прилипание формы на поверхности ручки. Ручка ведра пищевого класса должна быть зеркально отполирована с использованием S136, соответствовать стандартам GB4806/FDA, и не выделять вредных веществ.
Конструктивный дизайн: 3 ключевых детали для устранения трудностей производства
1. Ворота: Предпочтение следует отдавать точечным воротам или скрытым воротам, расположенным у основания ручки (в зоне без нагрузки/контакта). Следы ворот незаметны, дополнительная обрезка не требуется, внешний вид и несущая способность не страдают. Запрещается размещать ворота в местах нагрузки на ручку, чтобы избежать концентрации напряжений и хрупкого растрескивания.
2. Выталкивание: Для выталкивания используется комбинация выталкивающих штифтов и пружинных штифтов. Выталкивающие штифты равномерно распределены по внутренней стороне ручки, обеспечивая равномерное усилие, предотвращая повреждение и деформацию при выталкивании. Форма оснащена углом выталкивания 1–2°, что обеспечивает более плавное выталкивание и позволяет напрямую подключать манипулятор для автоматического извлечения деталей.
3. Охлаждение: водяные каналы формы расположены близко к полости, обеспечивая независимое охлаждение каждой полости. Водяные каналы свободны от препятствий и не имеют мертвых зон, температура формы равномерная и стабильная. Это сокращает цикл формования и предотвращает коробление или деформацию ручки из-за неравномерного охлаждения.
Описание продуктов





отзывы
СЕРТИФИКАЦИИ



Информация о компании




Технический параметр
пУНКТ ИЗДЕЛИЯ |
uNIT |
СЗ—2400А |
|||||||
иНЖЕКЦИОННЫЙ БЛОК |
|||||||||
螺杆直径 |
Диаметр винта |
мм |
55 |
60 |
65 |
||||
螺杆长径比 |
СООТНОШЕНИЕ КРЫШКИ ВИНТА |
L/D |
22.9 |
21 |
19.4 |
||||
理论注射容积 |
Теоретический объем выстрела |
См³ |
665 |
791 |
929 |
||||
перевод на русский язык: |
ВЕС ВЫСТРЕЛА(PS) |
g |
605 |
720 |
845 |
||||
注射压力 |
Давление впрыска |
МПа |
210 |
176 |
150 |
||||
理论注射速率(PS料) |
ТЕОРЕТИЧЕСКАЯ СКОРОСТЬ ИНЖЕКЦИИ (PS) |
г/с |
176.5 |
210 |
245 |
||||
перевод на русский язык: |
ПЛАСТИФИЦИРУЮЩАЯ СПОСОБНОСТЬ |
г/с |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
Момент затяжки |
Н.М |
2000 |
||||||
螺杆最高转速 |
МАКС.СКОРОСТЬ ВРАЩЕНИЯ ШНЕКА |
об/мин |
150 |
||||||
洼射行程 |
Ход инжекции |
мм |
280 |
||||||
cLAMPING UNIT (ЗАЖИМНОЙ БЛОК) |
|||||||||
合模力 |
МАКС. СИЛА ЗАЖИМА K |
KN |
2400 |
||||||
移模行程 |
МАКС. ХОД ОТКРЫТИЯ |
мм |
530 |
||||||
лучший способ сделать это (VxH) |
РАССТОЯНИЕ МЕЖДУ СТЯЖКАМИ |
мм |
555×555 |
||||||
минимальный расход топлива (МИН-МАКС) |
ВЫСОТА ФОРМЫ |
мм |
200-570 |
||||||
模板最大开距 |
Максимальный световой день |
мм |
1100 |
||||||
液压顶出力 |
Сила извлечения |
KN |
61.5 |
||||||
液压顶出行程 |
Ход извлекателя |
мм |
135 |
||||||
液压顶出杆总数 |
КОЛИЧЕСТВО ЭЖЕКТОРОВ |
9 |
|||||||
дРУГОЕ |
|||||||||
油泵电动机功率 |
Мощность насосного двигателя |
КВт |
22 |
||||||
油泵最高压力 |
Давление насоса |
МПа |
16 |
||||||
料简加热功率 |
Мощность нагрева |
КВт |
18.5 |
||||||
加热区段 |
ЗОНА ОТОПЛЕНИЯ |
5 |
|||||||
габариты (ДxШxВ) |
Размер |
m |
6.2×1.6×2.1 |
||||||
机器净重 |
Вес без упаковки |
т |
8.0 |
||||||
油箱容积 |
Вместимость масляного бака |
L |
440 |
||||||
国际公认型号 |
МЕЖДУНАРОДНОЕ ОБОЗНАЧЕНИЕ |
2400—1390 |
|||||||
Выставка



Часто задаваемые вопросы
1.Q:Вы фабрика или торговая компания? A: Интеграция промышленности и торговли, мы поставляем фабричную цену с хорошим качеством, добро пожаловать в гости! 2.Q:Как ваша фабрика справляется с контролем качества? A: «Качество является приоритетом. Мы всегда придаем большое значение контролю качества с самого начала и до самого конца, и у нас есть специальный отдел контроля качества. 3. В: Каковы ваши обычные сроки выполнения заказа? A: Типичные сроки выполнения заказа в нашей компании составляют от 25 до 35 дней после получения заказа. У нас также есть независимые центры и инженеры для обработки более срочных заказов, которые могут быть отправлены в течение 2 недель. 4. В: О цене? A: Мы оценим стоимость и предоставим вам лучшую цену. Мы можем гарантировать вам лучшее качество продукции и послепродажное обслуживание по той же цене. Старые клиенты получат больше ценовых скидок. 5. В: Чем ваша машина отличается от других предприятий? A: Мы оптимизировали общую компоновку каждой части машины, чтобы машина работала бесперебойно и имела более длительный срок службы. Мелкие детали имеют эксклюзивные маркировки, что делает замену деталей и использование более удобными для клиентов. 6. В: Где находится ваш завод? Как я могу его посетить? A: Наш завод находится в Шэньчжоу Машиностроение, № 22 Zhenbei Road, Fenghuang Town, Zhangjiagang City China. Все наши клиенты, из дома или из-за рубежа, тепло приветствуются, чтобы посетить нас!
Вы можете прислать нам образцы, мы изготовим для вас высококачественные машины! Всего вам наилучшего!