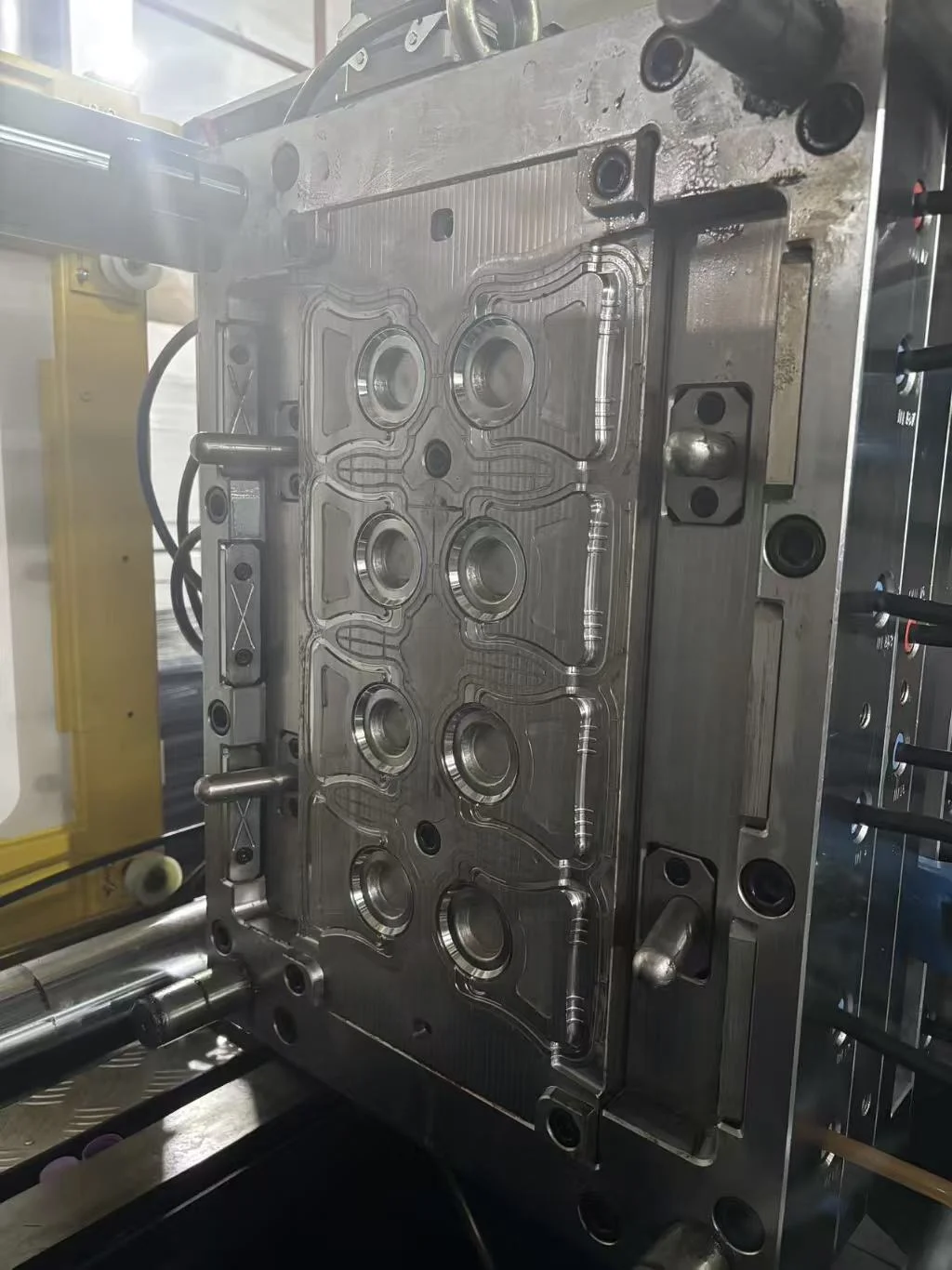



Mașină de turnare prin injectare pentru mâneruri de sticle plastice
Mânerul din plastic al găleții este un component esențial de susținere a încărcăturii pentru găleata de apă. Este o piesă mică, turnată prin injecție, cu înaltă tenacitate și precizie ridicată. Cerințele principale de producție sunt ca acesta să respecte standardul de tenacitate fără crăpare, să nu se deformeze sub sarcină, să aibă dimensiuni precise pentru potrivirea perfectă cu corpul găleții și să nu prezinte defecte de aspect. În același timp, trebuie să fie potrivit pentru nevoile de producție de masă
Descriere
Cerințe exclusive pentru formele de mâner de găleată
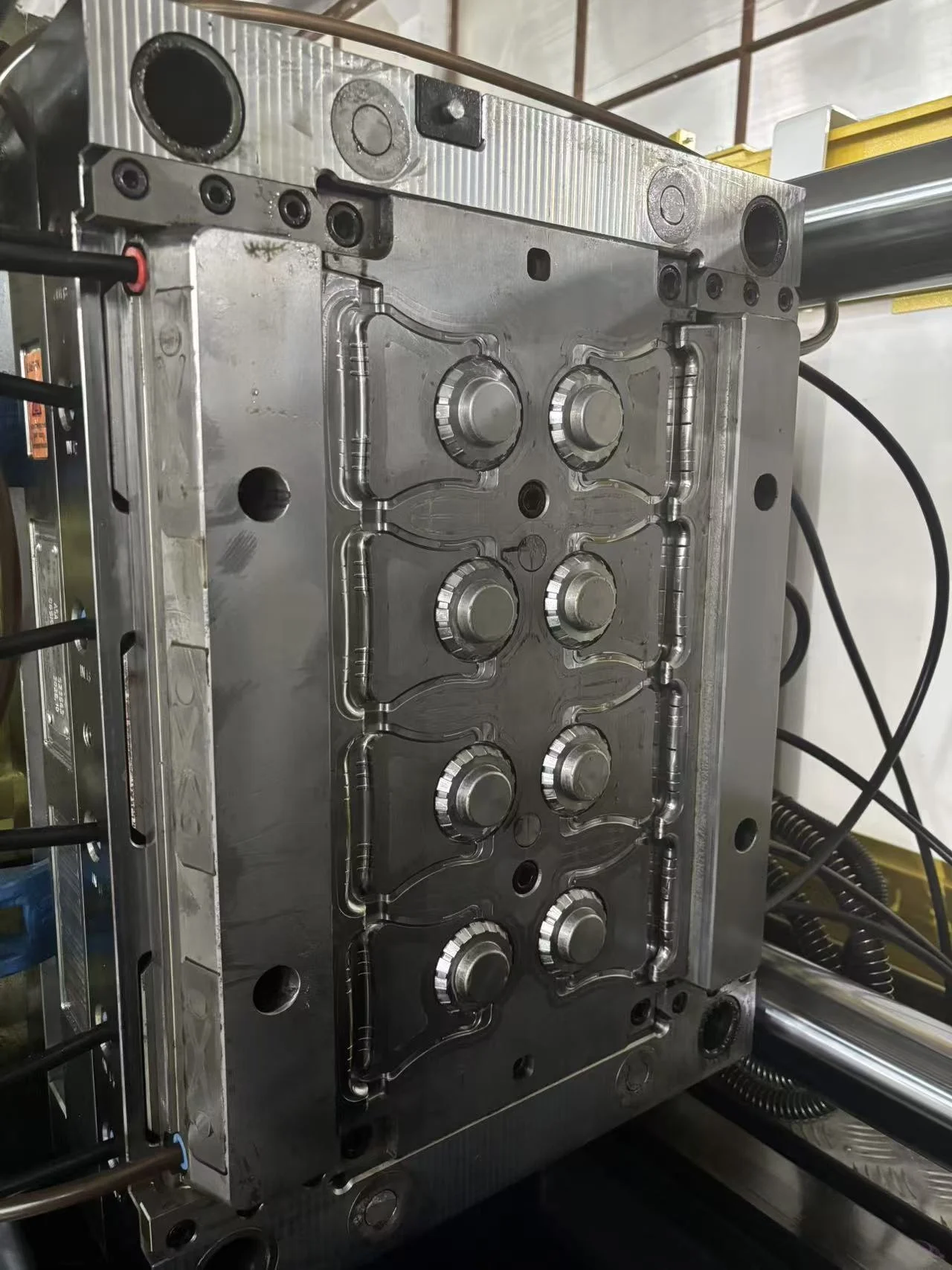
Moldul de mâner este cheia producţiei în masă. Designul cu mai multe cavităţi, cavitatea cu duritate ridicată şi demoldarea netedă sunt esenţa. Toate cerinţele se învârt în jurul "capacităţii ridicate, a produselor fără defecte şi a duratei lungi de viaţă", şi nici una dintre ele nu poate lipsi.
Proiectarea cavității : Prioritizați mai multe cavități pentru a vă adapta la diferite modele.
Proiectarea cavității : Prioritizați mai multe cavități pentru a vă adapta la diferite modele.
Piesele mici de mâner sunt potrivite pentru producția în masă cu mai multe cavități și reprezintă nucleul pentru reducerea costurilor: modelul de 80t este compatibil cu 16-24 cavități, modelul de 120-160t este compatibil cu 32-48 cavități, iar modelul de 200t poate realiza 64 Numărul de carii nu este neapărat mai mare decât mai bun. Este necesar să se asigure că materialul topit este distribuit uniform în fiecare cavitate pentru a evita deficitul de material și contracția în unele cavități.
Material de mucegai și lustruit : echilibrarea durabilității și a aspectului
Cavitatea/nucleul este realizat din oțel preîntărit 718H (raport cost-performanță) / oțel inoxidabil S136 (grad alimentar), cu o duritate de HRC48-52, fiind rezistent la uzură și la impact. Durata de viață a matriței este de ≥3 milioane de cicluri și nu se va uza în timpul producției de serie îndelungate.
Suprafața cavității este lustruită la Ra0,4-0,8μm, netedă, fără colțuri moarte, pentru a preveni zgârieturile și aderarea mucegaiului pe suprafața mânerului. Mânerul găleții de calitate alimentară trebuie lustruit în oglindă cu S136, conform standardelor GB4806/FDA, fără eliberarea unor substanțe dăunătoare.
Proiectare structurală: 3 detalii cheie pentru eliminarea dificultăților de producție
1. Canal de injectare: Se recomandă selectarea canalelor punctiforme sau a canalelor latente, amplasate la baza mânerului (zona fără sarcină/necontact). Urmărirea canalului este mică, nu este necesară tăierea secundară și nu afectează aspectul sau capacitatea de rezistență la sarcină. Este interzisă deschiderea canalului în partea portantă a mânerului pentru a evita concentrarea tensiunilor și fisurarea fragilă.
2. Demolare: Se utilizează o combinație dintre pinteni de evacuare și pene elastice pentru demulare. Pintenii de evacuare sunt distribuiți uniform pe partea interioară a mânerului, asigurând o forță constantă pentru a preveni deteriorarea și deformarea în timpul demulării. Forma include o pantă de demulare de 1-2°, asigurând o demulare mai ușoară și posibilitatea conectării directe la un braț mecanic pentru eliminarea automată a pieselor.
3.Răcire: Canalele de apă ale matriței sunt apropiate de cavitate, asigurând o răcire independentă pentru fiecare cavitate. Canalele de apă sunt neîntrerupte, fără zone morte, iar temperatura matriței este uniformă și stabilă. Acest lucru scurtează ciclul de formare și previne încovoierea sau deformarea mânerului din cauza unei răciri neuniforme.
Material de mucegai și lustruit : echilibrarea durabilității și a aspectului
Cavitatea/nucleul este realizat din oțel preîntărit 718H (raport cost-performanță) / oțel inoxidabil S136 (grad alimentar), cu o duritate de HRC48-52, fiind rezistent la uzură și la impact. Durata de viață a matriței este de ≥3 milioane de cicluri și nu se va uza în timpul producției de serie îndelungate.
Suprafața cavității este lustruită la Ra0,4-0,8μm, netedă, fără colțuri moarte, pentru a preveni zgârieturile și aderarea mucegaiului pe suprafața mânerului. Mânerul găleții de calitate alimentară trebuie lustruit în oglindă cu S136, conform standardelor GB4806/FDA, fără eliberarea unor substanțe dăunătoare.
Proiectare structurală: 3 detalii cheie pentru eliminarea dificultăților de producție
1. Canal de injectare: Se recomandă selectarea canalelor punctiforme sau a canalelor latente, amplasate la baza mânerului (zona fără sarcină/necontact). Urmărirea canalului este mică, nu este necesară tăierea secundară și nu afectează aspectul sau capacitatea de rezistență la sarcină. Este interzisă deschiderea canalului în partea portantă a mânerului pentru a evita concentrarea tensiunilor și fisurarea fragilă.
2. Demolare: Se utilizează o combinație dintre pinteni de evacuare și pene elastice pentru demulare. Pintenii de evacuare sunt distribuiți uniform pe partea interioară a mânerului, asigurând o forță constantă pentru a preveni deteriorarea și deformarea în timpul demulării. Forma include o pantă de demulare de 1-2°, asigurând o demulare mai ușoară și posibilitatea conectării directe la un braț mecanic pentru eliminarea automată a pieselor.
3.Răcire: Canalele de apă ale matriței sunt apropiate de cavitate, asigurând o răcire independentă pentru fiecare cavitate. Canalele de apă sunt neîntrerupte, fără zone morte, iar temperatura matriței este uniformă și stabilă. Acest lucru scurtează ciclul de formare și previne încovoierea sau deformarea mânerului din cauza unei răciri neuniforme.
Descriere Produse





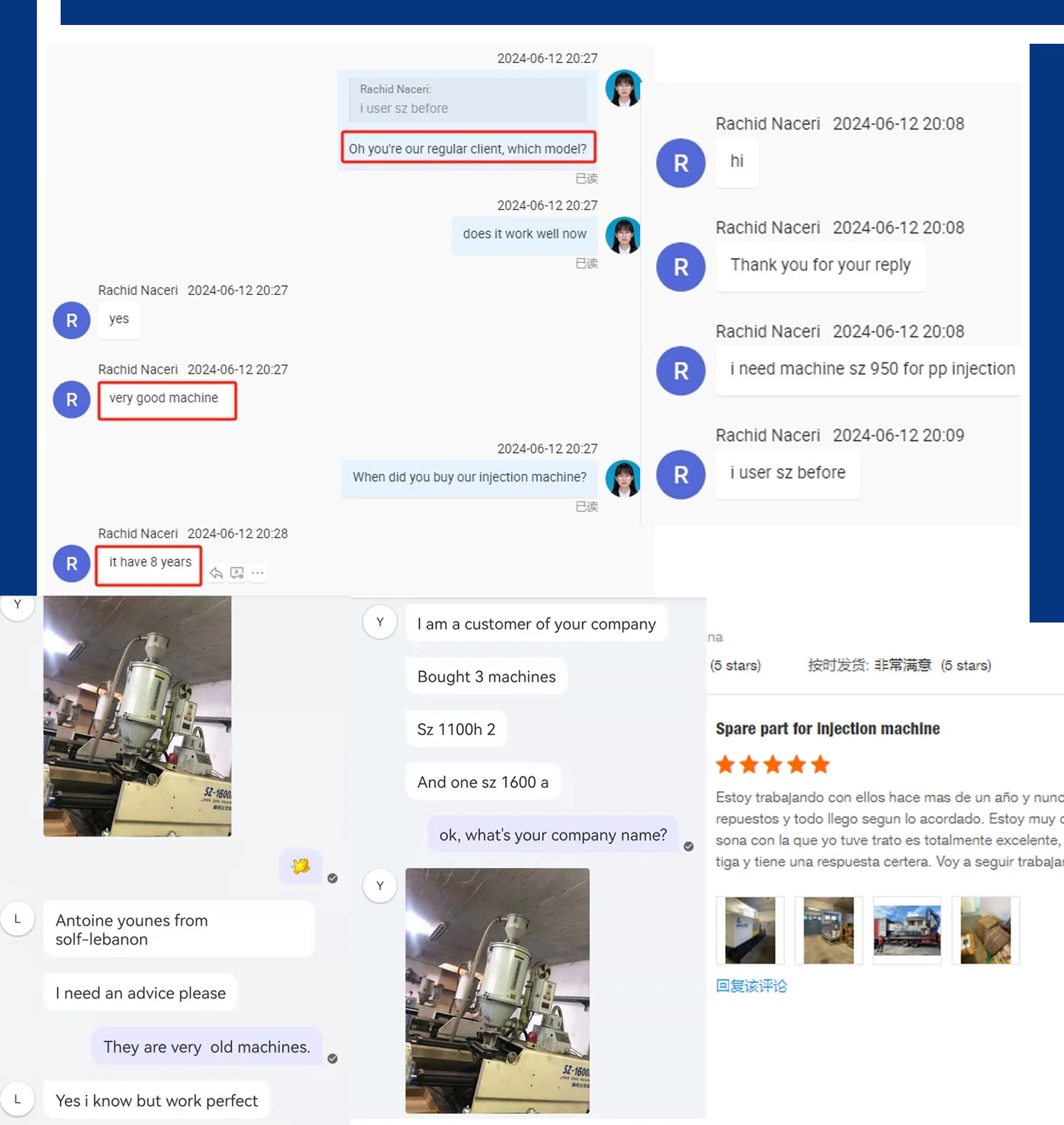
recenzii
CERTIFICĂRI



Informații despre companie




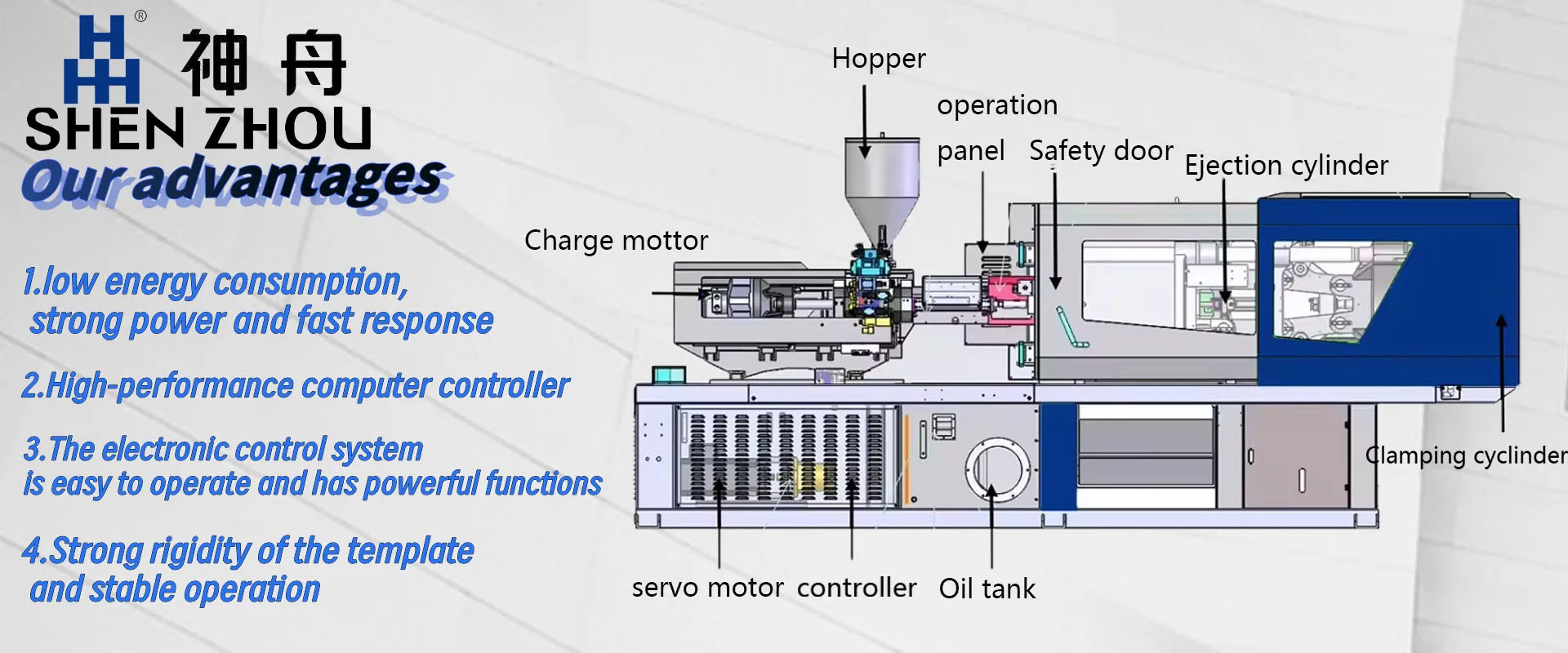
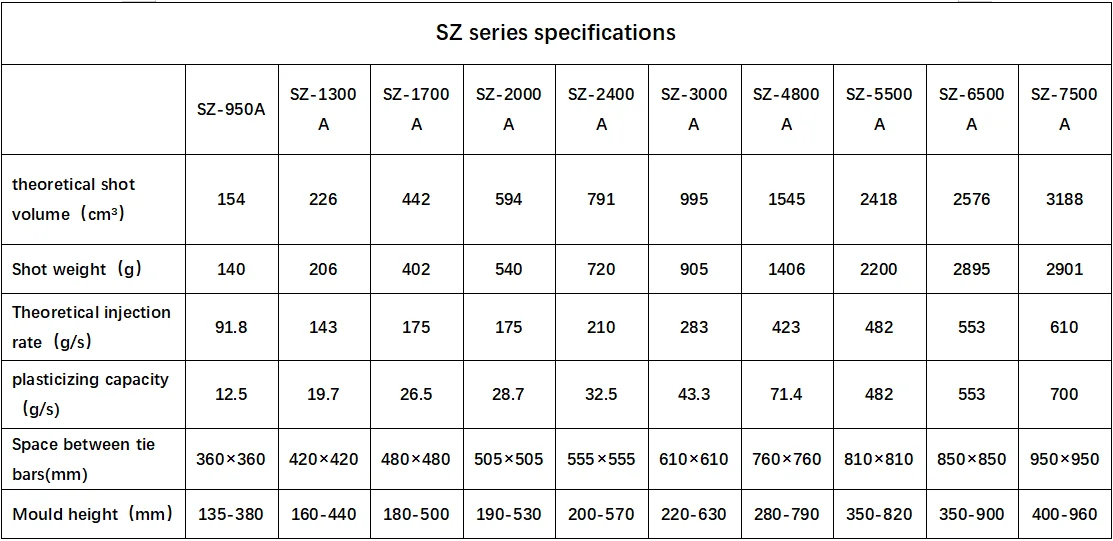
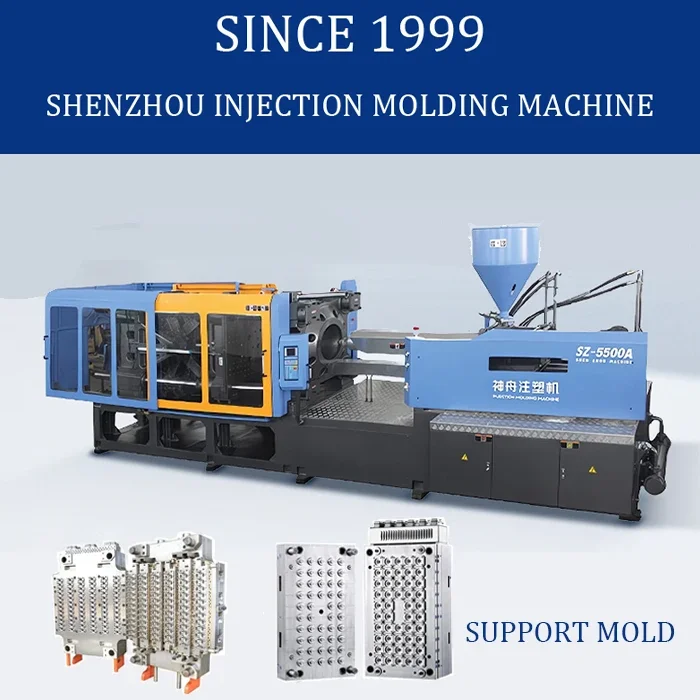
Parametru tehnic
项目 ARTICOL |
单位UNIT |
SZ—2400A |
|||||||
注射装置 UNITATE DE INJECȚIE |
|||||||||
螺杆直径 |
Diametrul șurubului |
mm |
55 |
60 |
65 |
||||
螺杆长径比 |
RAPORT CAPAC șurub |
L/D |
22.9 |
21 |
19.4 |
||||
理论注射容积 |
Volumul teoretic al iniecției |
Cm3 |
665 |
791 |
929 |
||||
注射质量(PS料) |
GREUTATEA TRASĂ (PS) |
g |
605 |
720 |
845 |
||||
注射压力 |
Presiunea de injectie |
MPa |
210 |
176 |
150 |
||||
理论注射速率(PS料) |
RATE TEORETICĂ DE INJECȚIE (PS) |
g/s |
176.5 |
210 |
245 |
||||
塑化能力(PS料) |
CAPACITATE DE PLASTIFICARE |
g/s |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
CUPLUL SURUBULUI |
N.M |
2000 |
||||||
螺杆最高转速 |
VITEZA MAX. DE ROTIREA SURUBULUI |
r/min |
150 |
||||||
洼射行程 |
CURSA DE INJECȚIE |
mm |
280 |
||||||
合模装置 UNITATE DE PRIMER |
|||||||||
合模力 |
FORTA MAX. DE PRINCARE K |
KN |
2400 |
||||||
移模行程 |
MAX.CURSA DE DESCHIDERE |
mm |
530 |
||||||
拉杆有效间距(VxH) |
SPAȚIU ÎNTRE BARE DE TRAVIZARE |
mm |
555×555 |
||||||
允许模厚(MIN-MAX) |
Înălțimea matriței |
mm |
200-570 |
||||||
模板最大开距 |
Ziua maxima |
mm |
1100 |
||||||
液压顶出力 |
Forța ejectorului |
KN |
61.5 |
||||||
液压顶出行程 |
Cursa ejectorului |
mm |
135 |
||||||
液压顶出杆总数 |
CANTITATE EJECTOR |
9 |
|||||||
其它 ALTE |
|||||||||
油泵电动机功率 |
Putere Motor Pompa |
Kw |
22 |
||||||
油泵最高压力 |
Presiunea pompei |
MPa |
16 |
||||||
料简加热功率 |
Putere de încălzire |
Kw |
18.5 |
||||||
加热区段 |
ZONA DE ÎNCĂLZIRE |
5 |
|||||||
机器外形(Lxlxh) |
Dimensiune |
băr |
6.2×1.6×2.1 |
||||||
机器净重 |
Greutate netă |
t |
8.0 |
||||||
油箱容积 |
Capacitatea rezervorului de ulei |
L |
440 |
||||||
国际公认型号 |
DENUMIREA INTERNAȚIONALĂ |
2400—1390 |
|||||||
Târg



Întrebări frecvente
1.Î: Sunteți o fabrică sau o companie comercială? R: Integrarea industriei și comerțului, oferim preț de fabrică de bună calitate, bine ați venit să vizitați! 2. Î: Cum face fabrica dumneavoastră în ceea ce privește controlul calității? R: „Calitatea este o prioritate. Acordăm întotdeauna o mare importanță controlului calității de la început până la sfârșit și avem un departament dedicat de control al calității. 3. Î: Care sunt termenele dvs. obișnuite de livrare? R: Timpul de livrare tipic al companiei noastre variază de la 25-35 de zile de la primirea comenzii. Avem, de asemenea, locații independente și ingineri pentru a face față comenzilor mai urgente. R: Vom estima costul și vă vom oferi cel mai bun preț. Vă putem garanta cea mai bună calitate a produsului și serviciul post-vânzare la același preț. Vechii clienți se vor bucura de mai multe concesii de preț 5. Î: Cum este mașina dvs. diferită de alte companii? R: Am optimizat aspectul general al mașinii pentru a face ca mașina să funcționeze fără probleme și să aibă o durată de viață mai lungă. 6. Î: Unde se află fabrica dvs. Cum pot vizita acolo A: Fabrica noastră este situată în Shenzhou Machinery, nr. 22 Zhenbei Road, orașul Fenghuang, orașul Zhangjiagang China? Toți clienții noștri, din țară sau din străinătate, sunt bineveniți cu căldură să ne viziteze!
Sunteți binevenit să ne trimiteți mostre, vom personaliza mașini de înaltă calitate pentru dvs.! Cele mai bune urări pentru tine!