


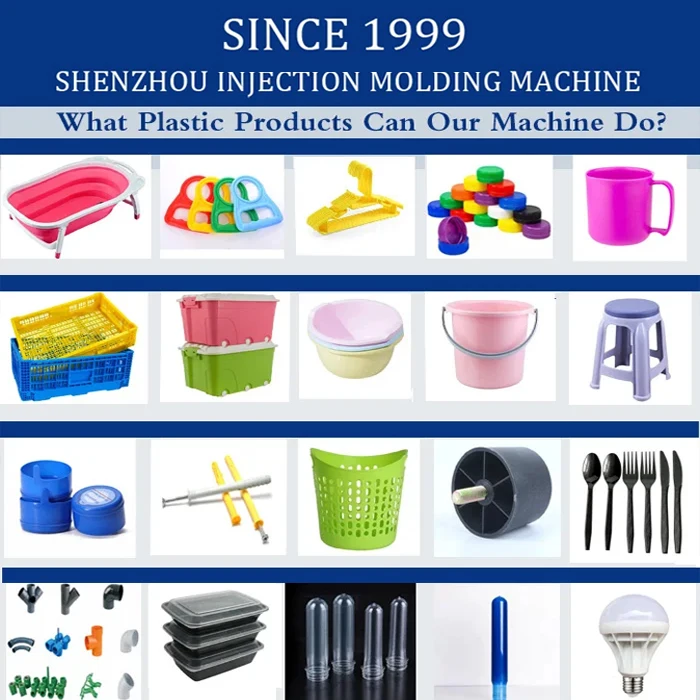
Пластик ыдыстардың сақиналарын жасау үшін инъекциялық құю машинасы
Пластик шелектің ұстаушысы су шелегінің негізгі жүкті көтеретін бөлшегі болып табылады. Бұл кішкентай, жоғары беріктікке ие және жоғары дәлдіктегі инъекциялық құю бөлшегі. Негізгі өндірістік талаптар — сынбау үшін беріктік стандартын қанағаттандыру, жүк түскен кезде деформацияланбау, шелектің денесіне дәл келуі, сыртқы түрінде ақаулар болмау. Сонымен қатар, массалық өндіріс қажеттіліктеріне сәйкес келуі тиіс
Сипаттама
Шелек ұстаушы формаларына арналған эксклюзивті талаптар
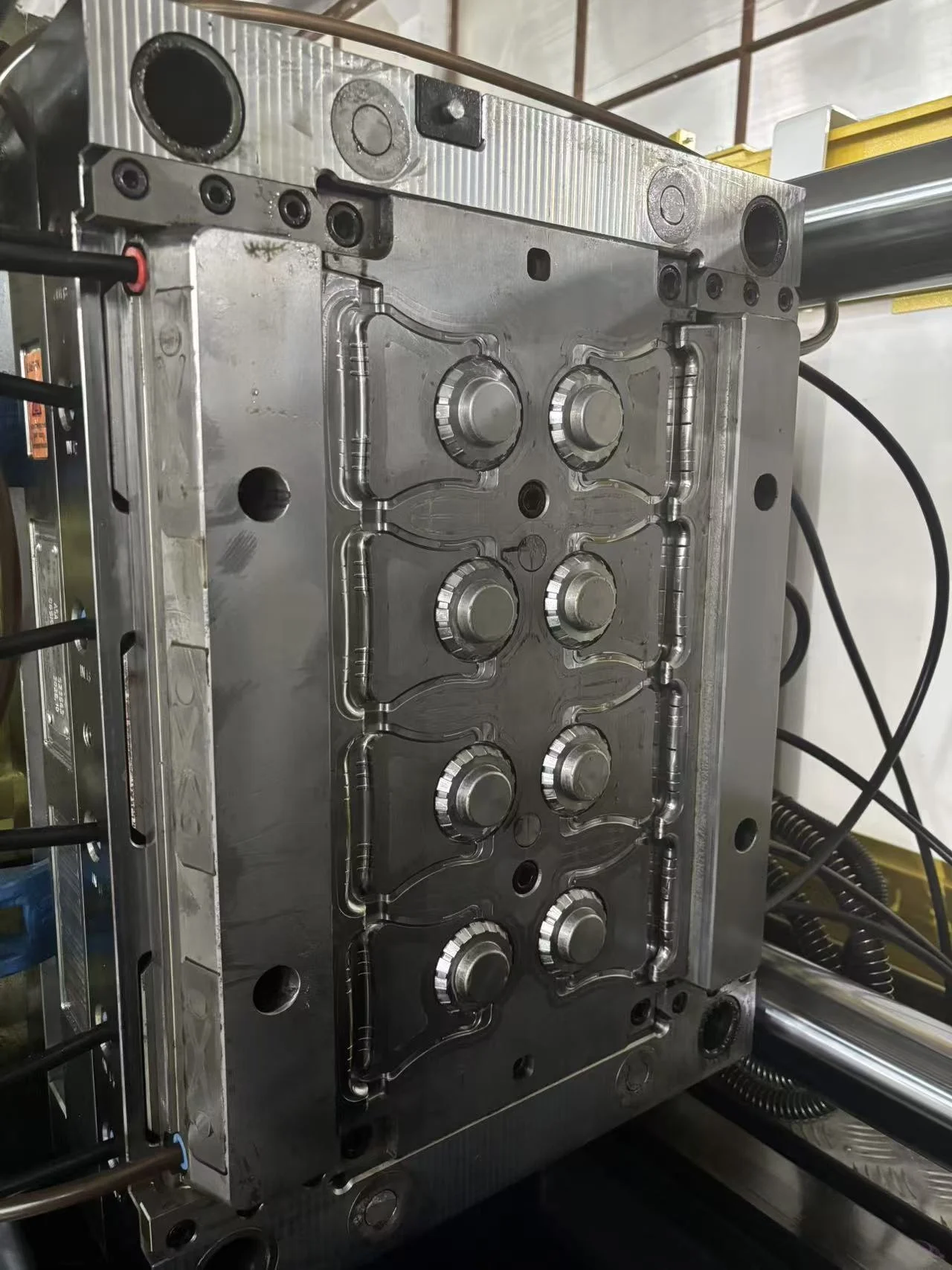
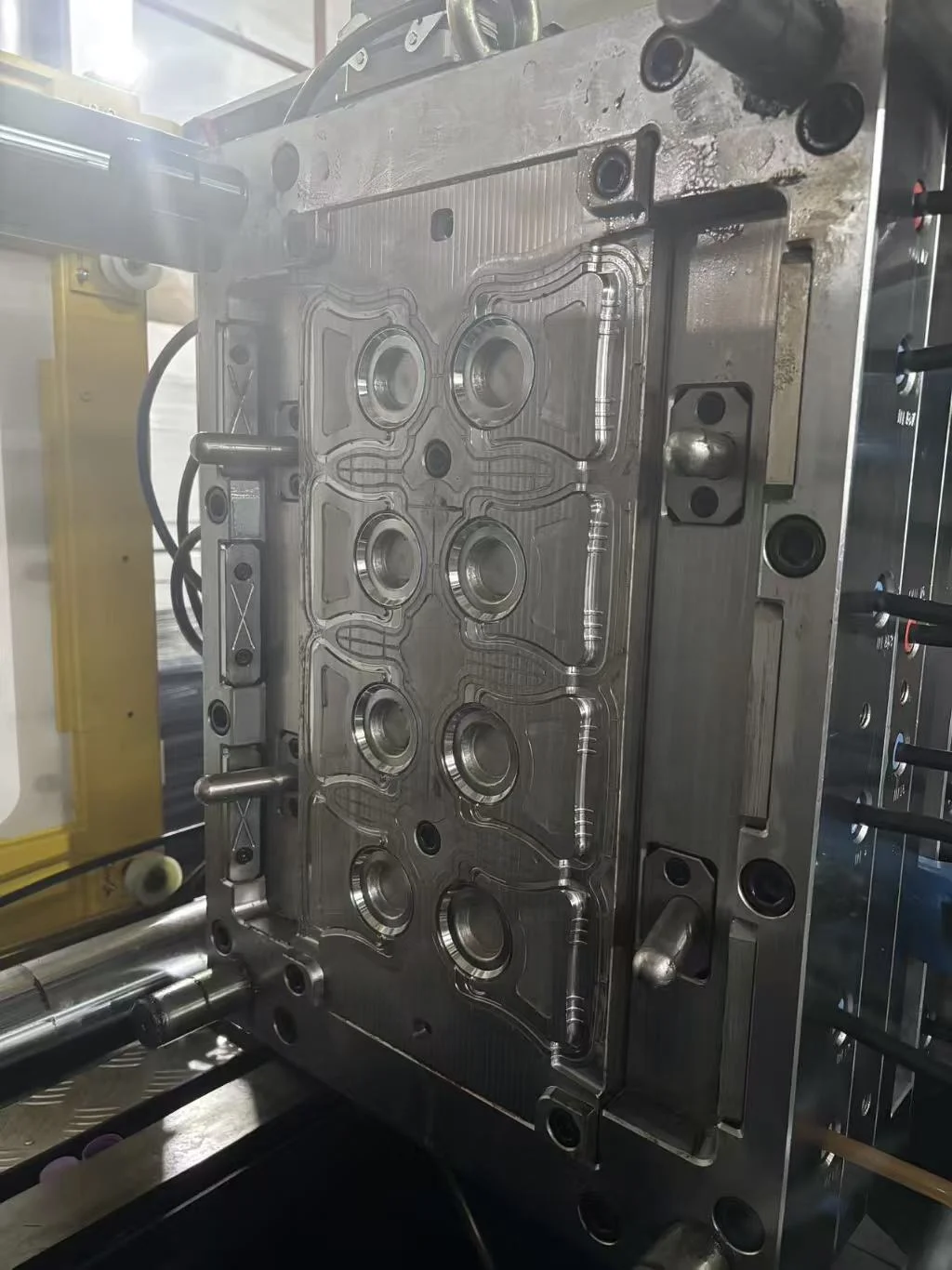
Ұстаушы формасы сериялық өндірістің кілті болып табылады. Көптеген қуыстардың дизайны, жоғары беріктікке ие қуыс және тегіс бөлшектеу — бұл негізгі құрамдас бөліктер. Барлық талаптар «жоғары өнімділік, қатесіз өнім және ұзақ қызмет ету мерзімі» мақсатына бағытталған және осы талаптардың ешқайсысын болдырмауға болмайды.
Қуыстың дизайны : Әртүрлі модельдерге бейімделу үшін алдымен көп қуысты дизайнды қолдану керек.
Қуыстың дизайны : Әртүрлі модельдерге бейімделу үшін алдымен көп қуысты дизайнды қолдану керек.
Кішкентай ұстаушы бөлшектер көп қуысты массалық өндіруге сәйкес келеді және құнын төмендетудің негізі болып табылады: 80т модельі 16-24 қуысқа, 120-160т модельі 32-48 қуысқа, ал 200т модельі 64 қуысқа дейін жетеді. Қуыстар саны көбірек болса жақсы деп есептелмейді. Еріген материал әрбір қуысқа біркелкі таралуы керек, кейбір қуыстарда материал жетіспеушілігі мен шөгуін болдырмау үшін.
Форманың материалы мен цехтау : қызмет ету мерзімі мен сыртқы түрін теңгеру
Қуыс/ядро 718H алдын-ала қатайтылған болаттан (баға-өнімділік қатынасы) /S136 ащытпайдың болатынан (тамақ өнеркәсібіне арналған), HRC48-52 қаттылықта жасалған, сонымен қатар тозуға және соққыға төзімді. Қалыптың қызмет ету мерзімі ≥3 миллион цикл, ұзақ уақыт бойы сериялық өндірісте тозбауы тиіс.
Қуыстың беті Ra0.4-0.8μм дейін цилиндрленеді, бұл түйіршіксіз және өлі бұрыштарсыз гладкий бет береді, сондықтан тұтқаның бетінің сызылуы мен қалыпқа жабысуы болмайды. Тамақ өнеркәсібіне арналған шелек тұтқасы S136 қолданылып айналы цилиндрленуі тиіс, ол GB4806/FDA стандарттарына сай және зиянды заттар бөлмейді.
Құрылымдық дизайн: Өндірістің қиындықтарын жою үшін 3 негізгі ерекшелік
1. Құйма орыны: Түтікше немесе жасырын құйма орындарды таңдауды басымдық ретінде қарастыру керек, олар сақина негізінде (жүктеме түспейтін/жанаспайтын аймақта) орналасуы тиіс. Құйма іздері кішігірім болады, қосымша кесу қажет емес және сыртқы түріне немесе беріктігіне әсер етпейді. Сақинаға жүктеме түсетін бөлікке құюдың ашылуы тыйым салынады, өйткені бұл кернеудің шоғырлануына және сынғыш трещинаның пайда болуына әкелуі мүмкін.
2. Пішіннен шығару: Пішіннен шығару үшін итергіш және серіппелі штифтерлердің үйлесімі қолданылады. Итергіш штифтерлер сақинаның ішкі жағына біркелкі орналастырылып, пішіннен шығару кезінде зақымдану мен деформацияны болдырмау үшін біркелкі күш түсіреді. Қалып 1-2° бұрышпен пішіннен шығу бетіне ие, бұл пішіннен тегіс шығаруды қамтамасыз етеді және автоматты түрде бөлшектерді алу үшін механикалық қолмен тікелей жалғасуға болады.
3.Суыту: Қалыптағы су каналдары қуысқа жақын орналасқан, әрбір қуыс үшін тәуелсіз суыту қамтамасыз етіледі. Су каналдары бұрышсыз, бітелген жерсіз ашық болады, қалып температурасы біркелкі және тұрақты болады. Бұл пісіру циклын қысқартады және сақиналардың симметриялық емес суытудан қисаюын немесе деформациялануын болдырмауға мүмкіндік береді.
Форманың материалы мен цехтау : қызмет ету мерзімі мен сыртқы түрін теңгеру
Қуыс/ядро 718H алдын-ала қатайтылған болаттан (баға-өнімділік қатынасы) /S136 ащытпайдың болатынан (тамақ өнеркәсібіне арналған), HRC48-52 қаттылықта жасалған, сонымен қатар тозуға және соққыға төзімді. Қалыптың қызмет ету мерзімі ≥3 миллион цикл, ұзақ уақыт бойы сериялық өндірісте тозбауы тиіс.
Қуыстың беті Ra0.4-0.8μм дейін цилиндрленеді, бұл түйіршіксіз және өлі бұрыштарсыз гладкий бет береді, сондықтан тұтқаның бетінің сызылуы мен қалыпқа жабысуы болмайды. Тамақ өнеркәсібіне арналған шелек тұтқасы S136 қолданылып айналы цилиндрленуі тиіс, ол GB4806/FDA стандарттарына сай және зиянды заттар бөлмейді.
Құрылымдық дизайн: Өндірістің қиындықтарын жою үшін 3 негізгі ерекшелік
1. Құйма орыны: Түтікше немесе жасырын құйма орындарды таңдауды басымдық ретінде қарастыру керек, олар сақина негізінде (жүктеме түспейтін/жанаспайтын аймақта) орналасуы тиіс. Құйма іздері кішігірім болады, қосымша кесу қажет емес және сыртқы түріне немесе беріктігіне әсер етпейді. Сақинаға жүктеме түсетін бөлікке құюдың ашылуы тыйым салынады, өйткені бұл кернеудің шоғырлануына және сынғыш трещинаның пайда болуына әкелуі мүмкін.
2. Пішіннен шығару: Пішіннен шығару үшін итергіш және серіппелі штифтерлердің үйлесімі қолданылады. Итергіш штифтерлер сақинаның ішкі жағына біркелкі орналастырылып, пішіннен шығару кезінде зақымдану мен деформацияны болдырмау үшін біркелкі күш түсіреді. Қалып 1-2° бұрышпен пішіннен шығу бетіне ие, бұл пішіннен тегіс шығаруды қамтамасыз етеді және автоматты түрде бөлшектерді алу үшін механикалық қолмен тікелей жалғасуға болады.
3.Суыту: Қалыптағы су каналдары қуысқа жақын орналасқан, әрбір қуыс үшін тәуелсіз суыту қамтамасыз етіледі. Су каналдары бұрышсыз, бітелген жерсіз ашық болады, қалып температурасы біркелкі және тұрақты болады. Бұл пісіру циклын қысқартады және сақиналардың симметриялық емес суытудан қисаюын немесе деформациялануын болдырмауға мүмкіндік береді.
Өнімдердің сипаттамасы





талдау
СЕРТИФИКАТТАР



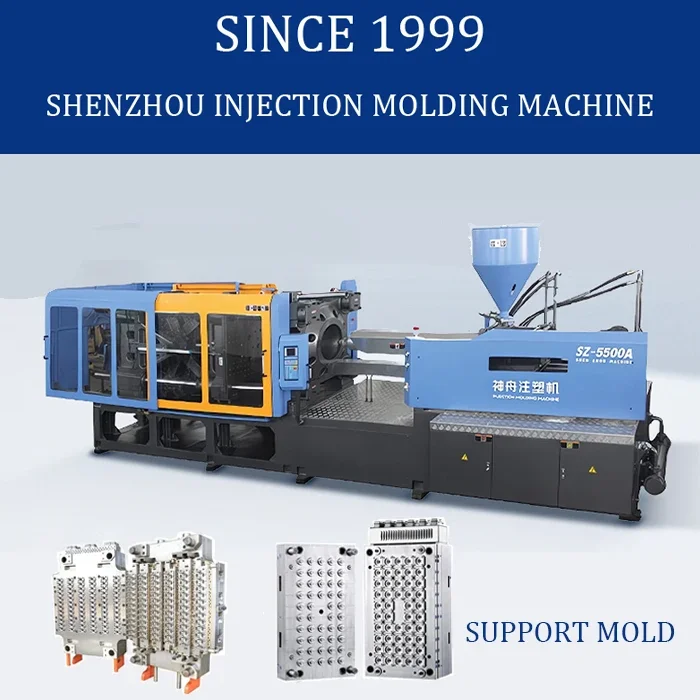
Компания туралы ақпарат




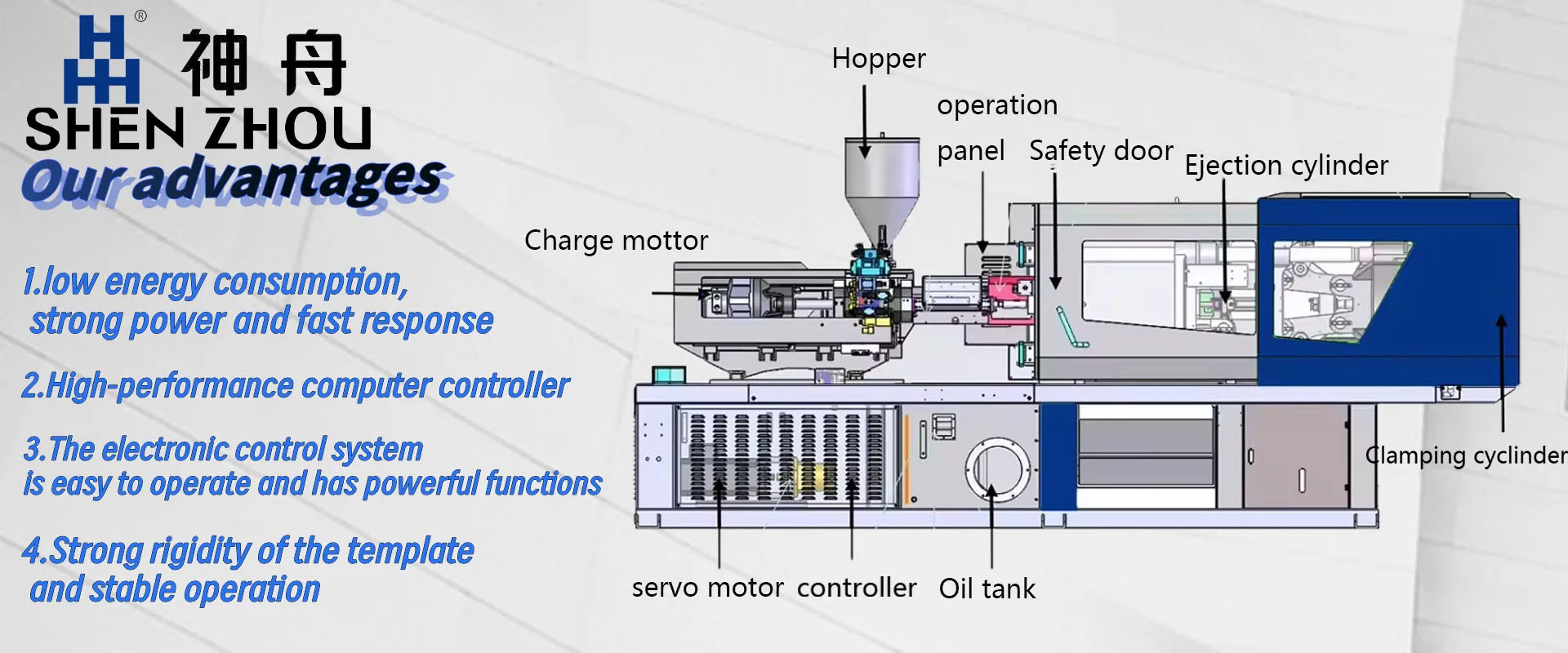
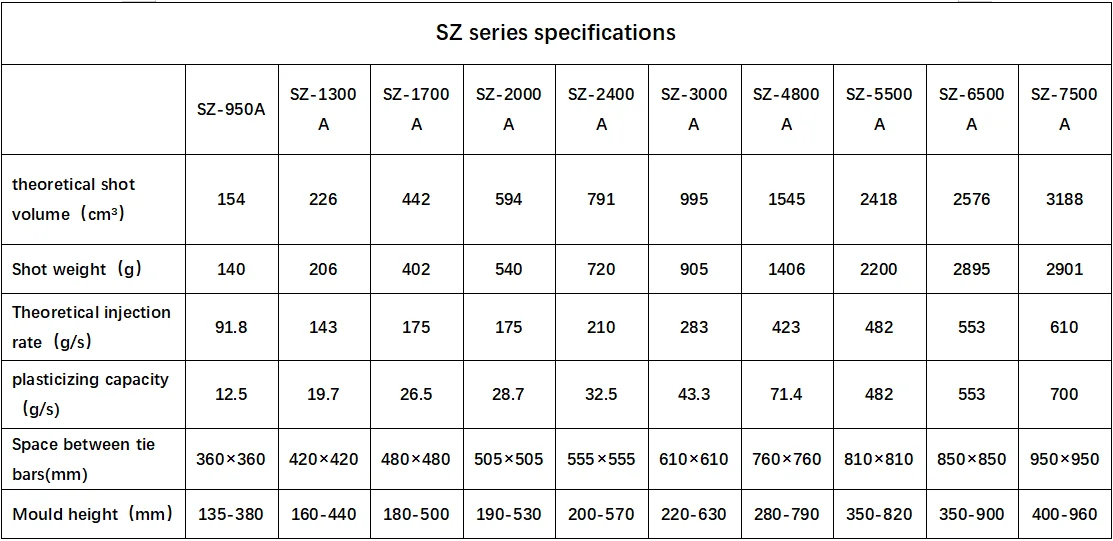
Техникалық параметр
项目 ITEM |
单位UNIT |
SZ—2400A |
|||||||
注射装置 INJECTION UNIT |
|||||||||
螺杆直径 |
Шуыңының диаметрі |
мм |
55 |
60 |
65 |
||||
螺杆长径比 |
БҰРАНДА ҚАҚПАҒЫНЫҢ ҚАТЫНАСЫ |
L/D |
22.9 |
21 |
19.4 |
||||
理论注射容积 |
Теориялық шот көлемі |
См3 |
665 |
791 |
929 |
||||
注射质量(PS料) |
АСУ САЛМАҒЫ (PS) |
g |
605 |
720 |
845 |
||||
注射压力 |
Инжекциялық басықтық |
Мпа |
210 |
176 |
150 |
||||
理论注射速率(PS料) |
ТЕОРИЯЛЫҚ ИНЪЕКЦИЯ жылдамдығы(PS) |
г/с |
176.5 |
210 |
245 |
||||
塑化能力(PS料) |
ПЛАСТАМАЛДАУ СҮЙІМДІЛІГІ |
г/с |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
Шрубтің қозғалыс моменті |
Н.М |
2000 |
||||||
螺杆最高转速 |
МЕКС.БҰРАНДА АЙНАЛУ ЖЫЛДАМДЫҒЫ |
айн/мин |
150 |
||||||
洼射行程 |
Иньекция жолы |
мм |
280 |
||||||
合模装置 ҚЫСҚАУ БІРІГІ |
|||||||||
合模力 |
ҚЫСҚАУ КҮШІ К |
KN |
2400 |
||||||
移模行程 |
МАКС.АШЫЛУ ИНСУ |
мм |
530 |
||||||
拉杆有效间距(VxH) |
Байланыс жолақтары арасындағы бос орын |
мм |
555×555 |
||||||
允许模厚(MIN-MAX) |
Қалып биіктігі |
мм |
200-570 |
||||||
模板最大开距 |
Максималды күн айнасы |
мм |
1100 |
||||||
液压顶出力 |
Екімдік күші |
KN |
61.5 |
||||||
液压顶出行程 |
Екімдік мәртебесі |
мм |
135 |
||||||
液压顶出杆总数 |
Эжектор мөлшері |
9 |
|||||||
其它 БАСҚА |
|||||||||
油泵电动机功率 |
Помпаның моторының күші |
КВт |
22 |
||||||
油泵最高压力 |
Памп басықтығы |
Мпа |
16 |
||||||
料简加热功率 |
Жылу жүйрікшісі |
КВт |
18.5 |
||||||
加热区段 |
ЖЫЛЫТУ АЙМАҚ |
5 |
|||||||
机器外形(LxWxH) |
Өлшемі |
м |
6.2×1.6×2.1 |
||||||
机器净重 |
Таза салмақ |
t |
8.0 |
||||||
油箱容积 |
Май резервуарының сыйымдылығы |
L |
440 |
||||||
国际公认型号 |
Халықаралық белгілеу |
2400—1390 |
|||||||
Сыналау



Жиі қойылатын сұрақтар
1.Q: Сіз зауыт немесе сауда компаниясысыз ба? A: Өнеркәсіп және сауда интеграциясы, біз зауыт бағасын жақсы сапамен қамтамасыз етеміз, келуге қош келдіңіз! 2.Q: Сіздің зауыт сапаны бақылауға қатысты қалай жұмыс істейді? A: "Сапа басымдылық болып табылады. Біз әрқашан басынан аяғына дейін сапаны бақылауға үлкен мән береміз және бізде арнайы сапаны бақылау бөлімі бар. 3.С: Сіздің қалыпты жеткізу уақыттары қандай? A: Біздің компания тапсырысты алғаннан кейін 25-35 күн аралығында болады. Сондай-ақ бізде шұғыл тапсырыстарды шешу үшін тәуелсіз орындар мен инженерлер бар. Бағасы апта ішінде жеткізілуі мүмкін. Q: A4b. A: Біз сізге ең жақсы өнім сапасын және сол бағамен сатудан кейінгі қызмет көрсетуді қамтамасыз етеміз. 6.С: Сіздің фабрикаңыз қайда баруға болады? Үйден немесе шетелден біздің барлық клиенттеріміз бізге келуге қуанышты!
Бізге үлгілерді жіберуге қош келдіңіз, біз сізге жоғары сапалы машиналарды реттейміз! Сізге ең жақсы тілектер!