


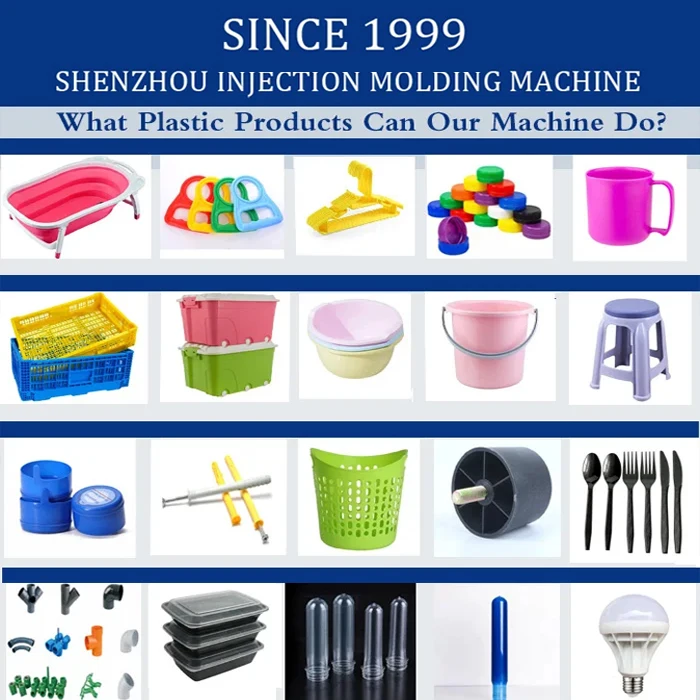
Პლასტმასის ბოთლების დამხმარე ნაკეთობის შეყვანის ფორმირების მანქანა
Პლასტმასის ყუთის სახელური წყლის ყუთის ძირეთადი მატვირთავი კომპონენტია. ეს არის პატარა, მაღალი მდგრადობის და მაღალი სიზუსტის მქონე ინიექციური მოლდირების ნაწილი. ძირეთადი წარმოების მოთხოვნები არის იმის უზრუნველყოფა, რომ ის აკმაყოფილებს მდგრადობის სტანდარტს გატეხვის გარეშე, არ დეფორმდეს მატვირთვის დროს, ზუსტად ემთხვეოდეს ყუთის სხეულის ზომებს და არ ჰქონდეს გარეგნობის დეფექტები. ამასთან, იგი შესაფერისია მასობრივი წარმოების მოთხოვნებისთვის.
Აღწერა
Ყუთის მარკას ფორმების ექსკლუზიური მოთხოვნები
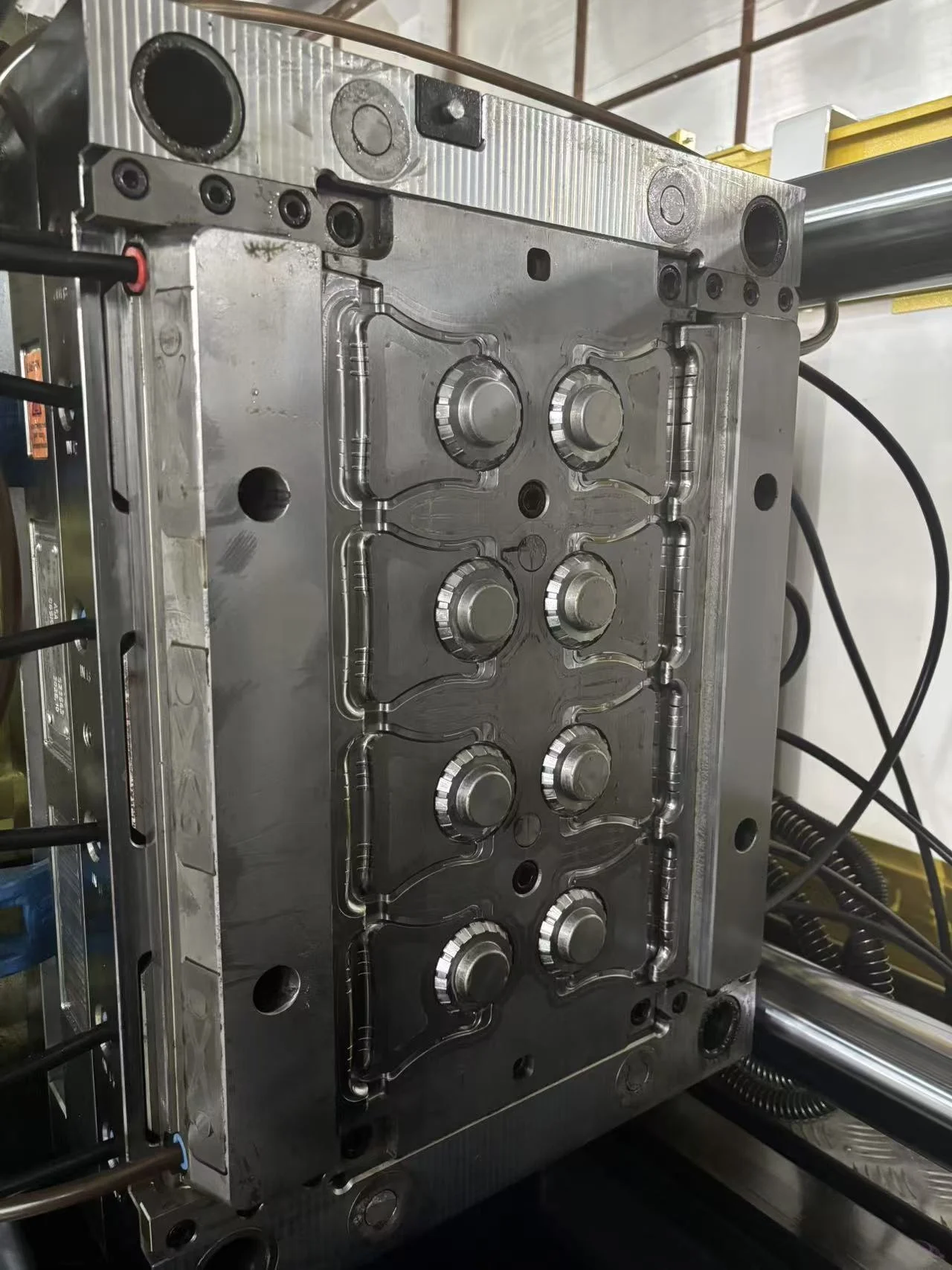
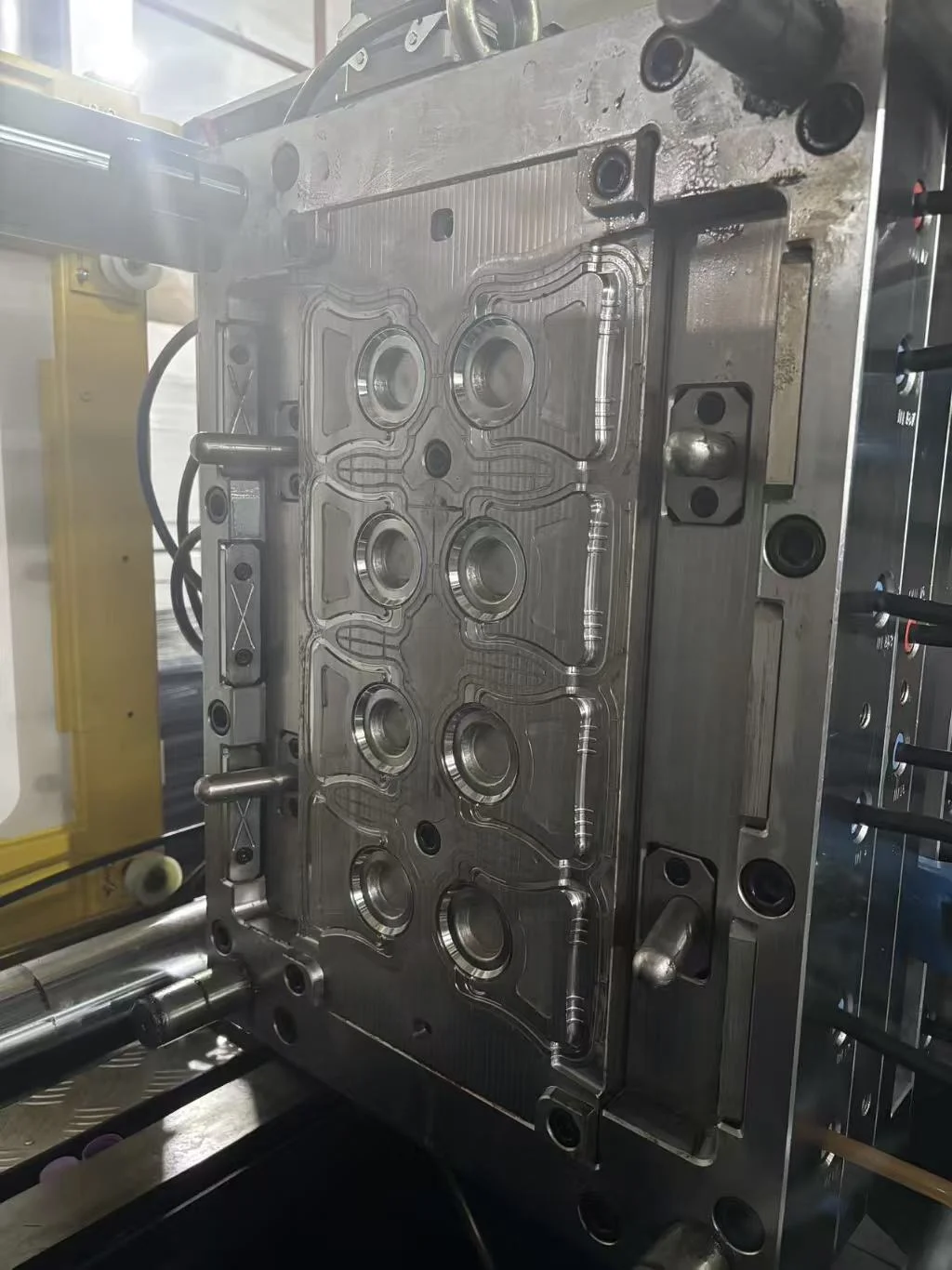
Მარკის ფორმა მასობრივი წარმოების გასაღებია. მულტი-ცავის დიზაინი, მაღალი თანამგრძნობიანობის ცავა და გლუვი დემოლდინგი არის ბირთვი. ყველა მოთხოვნა ბრუნდება ირგვლივ „მაღალი შესაძლებლობის, დეფექტური პროდუქტების გარეშე და გრძელი სერვისული სიცოცხლის“, და არცერთი მათგანი ვერ ჩაინაცვლება.
Ცავის დიზაინი : უპირატესობა მიენიჭება მრავალ ცავას, რათა შეესაბამებოდეს სხვადასხვა მოდელს.
Ცავის დიზაინი : უპირატესობა მიენიჭება მრავალ ცავას, რათა შეესაბამებოდეს სხვადასხვა მოდელს.
Პატარა მარკის ნაწილები შესაფერისია მრავალცავიან მასობრივ წარმოებას და არის ღირებულების შემცირების ბირთვი: 80ტ მოდელი თავსებადია 16-24 ცავასთან, 120-160ტ მოდელი თავსებადია 32-48 ცავასთან, ხოლო 200ტ მოდელი შეძლებს 64 ცავას. ცავების რაოდენობა არ არის აუცილებლად მეტი იმდენად უკეთესი. საჭიროა დაზუსტდეს, რომ დნობადი მასალა თანაბრად განაწილდეს თითოეულ ცავაში, რათა თავიდან ავიცილოთ მასალის დეფიციტი და შეკუმშვა ზოგიერთ ცავაში.
Ინსტრუმენტის მასალა და პოლირება : დატვირთვადობის და გარეგნობის დატენიანება
Ღარი/კერვი შედგენილია 718H წინასწარ გამაგრილებული ფოლადისგან (ხარჯების შესაბამისობა შესრულებასთან - სიმშვიდით) /S136 ღირობისგან (საკვების სახის), რომლის მაგრილება არის HRC48-52, რაც წარმოადგენს ცემის და ცხრის მიმართ მედეგ მასალას. ინსტრუმენტის სიცოცხლის ხანგრძლივობა არის ≥3 მილიონი ციკლი, და ის არ იცვლება გრძელვადიან სერიულ წარმოებაში.
Ღარის ზედაპირი დამუშავებულია Ra0.4-0.8μm, უფრო გლუვი და მკვდარი კუთხეების გარეშე, რათა თავიდან ავიცილოთ ხელმისაწვდომის ზედაპირზე ხაზები და ინექციური მოლდის დაჭერა. საკვების სტანდარტის ყუთის სახელური უნდა იყოს სარკისებრად დამუშავებული S136-ით, შესაბამისად GB4806/FDA სტანდარტებისა და არ გამოყოფს ზიანსაღმომრევ ნივთებს.
Კონსტრუქციული დიზაინი: 3 მთავარი დეტალი წარმოების რთული ამოცანების აღმოსაფხვრელად
1. გეიტი: პრიორიტეტულად შეარჩიეთ წერტილოვანი ან ლათენტური გეიტები, რომლებიც მდებარეობს ხელჩარჩის ძირში (არასატვირთო/კონტაქტური ზოლი). გეიტის ნიშნები პატარაა, დამატებითი გატეხვა არ მოითხოვს და არ ზიანებს გარეგნობას ან სატვირთო მაჩვენებლებს. აკრძალულია გეიტის გახსნა ხელჩარჩის სატვირთო ნაწილში, რათა თავიდან ავიცილოთ დატვირთვის კონცენტრაცია და ნაღმისებრი გატეხილობა.
2. ნაწარმის ამოღება: ნაწარმის ამოღებისთვის გამოიყენება ამომგდები სვეტების და ზამბარის სვეტების კომბინაცია. ამომგდები სვეტები თანაბრად არის განაწილებული სახეხის შიდა მხარეს, რაც უზრუნველყოფს თანაბარ ძალის მოქმედებას ამოღების დროს დაზიანების და დეფორმაციის თავიდან ასაცილებლად. ფორმას აქვს 1-2°-იანი დახრილობა ამოღებისთვის, რაც უზრუნველყოფს უფრო გლუვ ამოღებას და შესაძლებელია პირდაპირ შეერთდეს მექანიკურ ხელს ავტომატური ნაწარმის ამოღებისთვის.
3.გაგრილება: ფორმის წყლის არხები კავშირდება თაღოვან სივრცეს, რაც უზრუნველყოფს თითოეული თაღოვანი სივრცის დამოუკიდებელ გაგრილებას. წყლის არხები ღიაა და არ აქვს მკვდარი კუთხეები, ხოლო ფორმის ტემპერატურა ერთგვაროვანი და სტაბილურია. ეს კი ამცირებს ჩამოსხმის ციკლს და ახელს უშლის სახელურის გადახრას ან დეფორმაციას გადაუხურებლობის გამო.
Ინსტრუმენტის მასალა და პოლირება : დატვირთვადობის და გარეგნობის დატენიანება
Ღარი/კერვი შედგენილია 718H წინასწარ გამაგრილებული ფოლადისგან (ხარჯების შესაბამისობა შესრულებასთან - სიმშვიდით) /S136 ღირობისგან (საკვების სახის), რომლის მაგრილება არის HRC48-52, რაც წარმოადგენს ცემის და ცხრის მიმართ მედეგ მასალას. ინსტრუმენტის სიცოცხლის ხანგრძლივობა არის ≥3 მილიონი ციკლი, და ის არ იცვლება გრძელვადიან სერიულ წარმოებაში.
Ღარის ზედაპირი დამუშავებულია Ra0.4-0.8μm, უფრო გლუვი და მკვდარი კუთხეების გარეშე, რათა თავიდან ავიცილოთ ხელმისაწვდომის ზედაპირზე ხაზები და ინექციური მოლდის დაჭერა. საკვების სტანდარტის ყუთის სახელური უნდა იყოს სარკისებრად დამუშავებული S136-ით, შესაბამისად GB4806/FDA სტანდარტებისა და არ გამოყოფს ზიანსაღმომრევ ნივთებს.
Კონსტრუქციული დიზაინი: 3 მთავარი დეტალი წარმოების რთული ამოცანების აღმოსაფხვრელად
1. გეიტი: პრიორიტეტულად შეარჩიეთ წერტილოვანი ან ლათენტური გეიტები, რომლებიც მდებარეობს ხელჩარჩის ძირში (არასატვირთო/კონტაქტური ზოლი). გეიტის ნიშნები პატარაა, დამატებითი გატეხვა არ მოითხოვს და არ ზიანებს გარეგნობას ან სატვირთო მაჩვენებლებს. აკრძალულია გეიტის გახსნა ხელჩარჩის სატვირთო ნაწილში, რათა თავიდან ავიცილოთ დატვირთვის კონცენტრაცია და ნაღმისებრი გატეხილობა.
2. ნაწარმის ამოღება: ნაწარმის ამოღებისთვის გამოიყენება ამომგდები სვეტების და ზამბარის სვეტების კომბინაცია. ამომგდები სვეტები თანაბრად არის განაწილებული სახეხის შიდა მხარეს, რაც უზრუნველყოფს თანაბარ ძალის მოქმედებას ამოღების დროს დაზიანების და დეფორმაციის თავიდან ასაცილებლად. ფორმას აქვს 1-2°-იანი დახრილობა ამოღებისთვის, რაც უზრუნველყოფს უფრო გლუვ ამოღებას და შესაძლებელია პირდაპირ შეერთდეს მექანიკურ ხელს ავტომატური ნაწარმის ამოღებისთვის.
3.გაგრილება: ფორმის წყლის არხები კავშირდება თაღოვან სივრცეს, რაც უზრუნველყოფს თითოეული თაღოვანი სივრცის დამოუკიდებელ გაგრილებას. წყლის არხები ღიაა და არ აქვს მკვდარი კუთხეები, ხოლო ფორმის ტემპერატურა ერთგვაროვანი და სტაბილურია. ეს კი ამცირებს ჩამოსხმის ციკლს და ახელს უშლის სახელურის გადახრას ან დეფორმაციას გადაუხურებლობის გამო.
Პროდუქტების აღწერა





მიმოხილვები
Სერტიფიკატები



Კომპანიის ინფორმაცია




Ტექნიკური პარამეტრი
项目 ITEM |
单位UNIT |
SZ-2400A |
|||||||
注射装置 ინექციის ერთეული |
|||||||||
螺杆直径 |
Ხრახნის დიამეტრი |
მმ |
55 |
60 |
65 |
||||
螺杆长径比 |
Ხრახნიანი სახურავის თანაფარდობა |
L/D |
22.9 |
21 |
19.4 |
||||
理论注射容积 |
Თეორიული კადრი მოცულობა |
CM3 |
665 |
791 |
929 |
||||
注射质量 (PS料) |
Გასროლის წონა (PS) |
g |
605 |
720 |
845 |
||||
注射压力 |
Საინექციო წნევა |
MPa |
210 |
176 |
150 |
||||
理论注射速率 (PS料) |
Ინექციის თეორიული სიხშირე (PS) |
გ/წმ |
176.5 |
210 |
245 |
||||
塑化能力(PS料) |
Პლასტიზირების უნარი |
გ/წმ |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
Შრიფტის ბრუნვის მომენტი |
N.m |
2000 |
||||||
螺杆最高转速 |
Ხრახნიანი როტაციის მაქსიმალური სიჩქარე |
r/min |
150 |
||||||
洼射行程 |
Ინექციის ინსულტი |
მმ |
280 |
||||||
合模装置 დამჭერი ერთეული |
|||||||||
合模力 |
MAX.CLAMPING FORCE K |
KN |
2400 |
||||||
移模行程 |
MAX.გახსნის ინსულტი |
მმ |
530 |
||||||
拉杆有效间距(VxH) |
Სივრცე ჰალსტუხის ზოლებს შორის |
მმ |
555×555 |
||||||
允许模厚 (MIN-MAX) |
MOLD HEIGHT |
მმ |
200-570 |
||||||
模板最大开距 |
Მაქს. დღის სინათლე |
მმ |
1100 |
||||||
液压顶出力 |
Გადახატვის ძალა |
KN |
61.5 |
||||||
液压顶出行程 |
Გადახატვის განსაზღვრა |
მმ |
135 |
||||||
液压顶出杆总数 |
Ეჟექტორის რაოდენობა |
9 |
|||||||
其它 სხვა |
|||||||||
油泵电动机功率 |
Გადასახაზის მოტორის ძალა |
Კვ |
22 |
||||||
油泵最高压力 |
Გადასაჭრის წნევა |
MPa |
16 |
||||||
料简加热功率 |
Გათბობის სიმძლავრე |
Კვ |
18.5 |
||||||
加热区段 |
Გათბობის ზონა |
5 |
|||||||
机器外形 (LxWxH) |
Ზომა |
m |
6.2×1.6×2.1 |
||||||
机器净重 |
Წმინდა წონა |
t |
8.0 |
||||||
油箱容积 |
Ოილის ტანკის მოცულობა |
L |
440 |
||||||
国际公认型号 |
Საერთაშორისო დასახელება |
2400—1390 |
|||||||
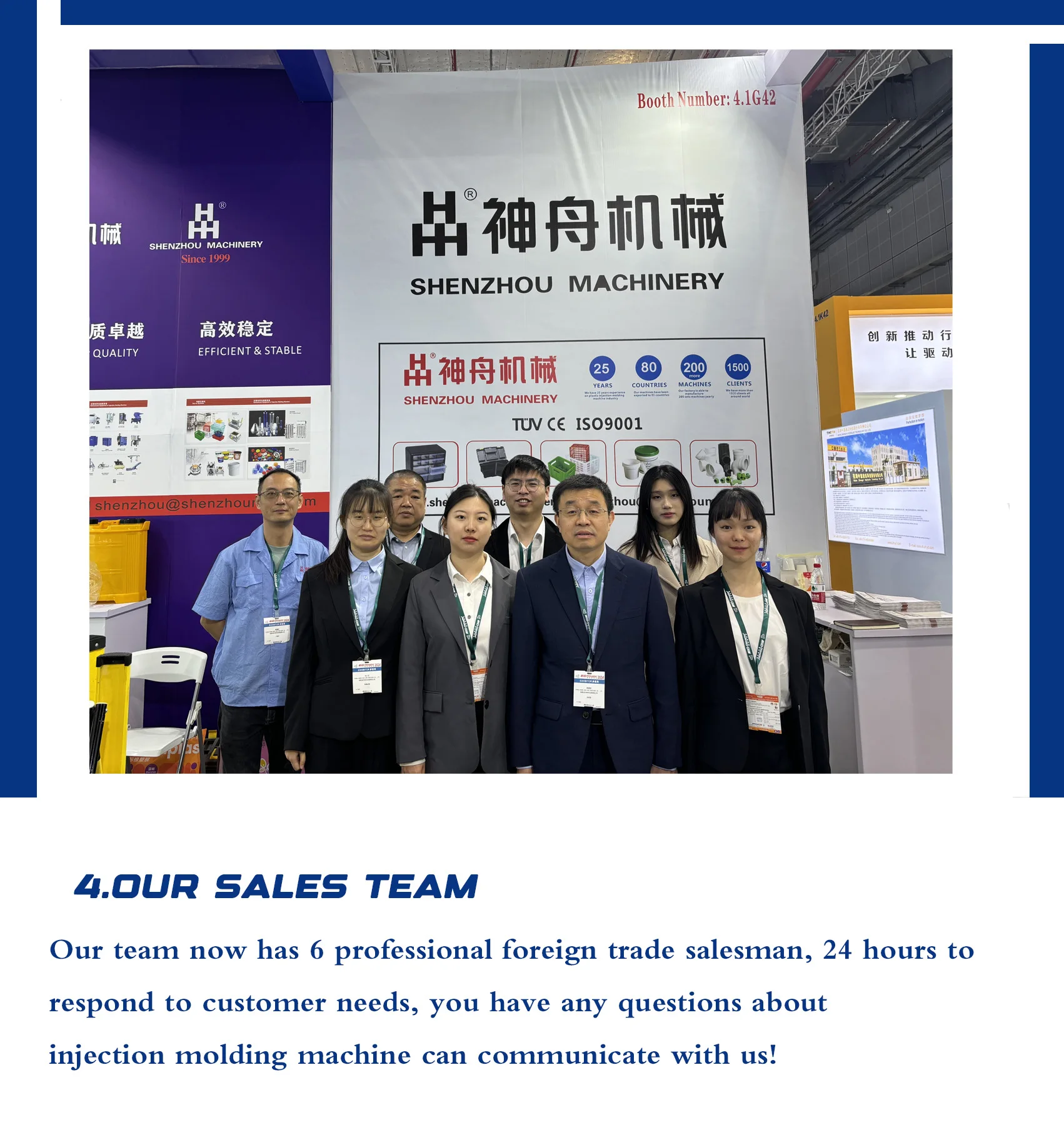
Გამოფენა



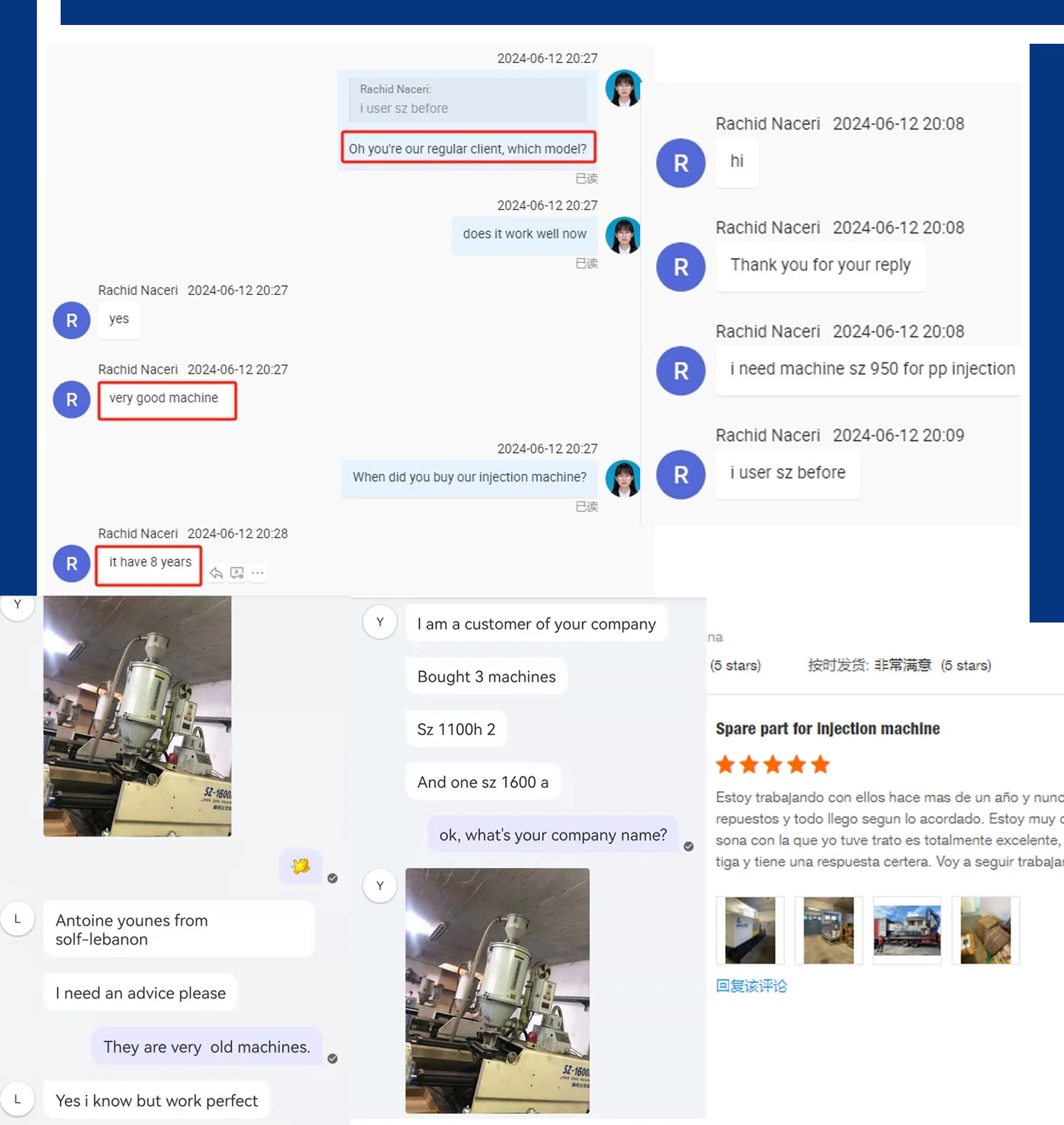
Ხშირად დასმული კითხვები
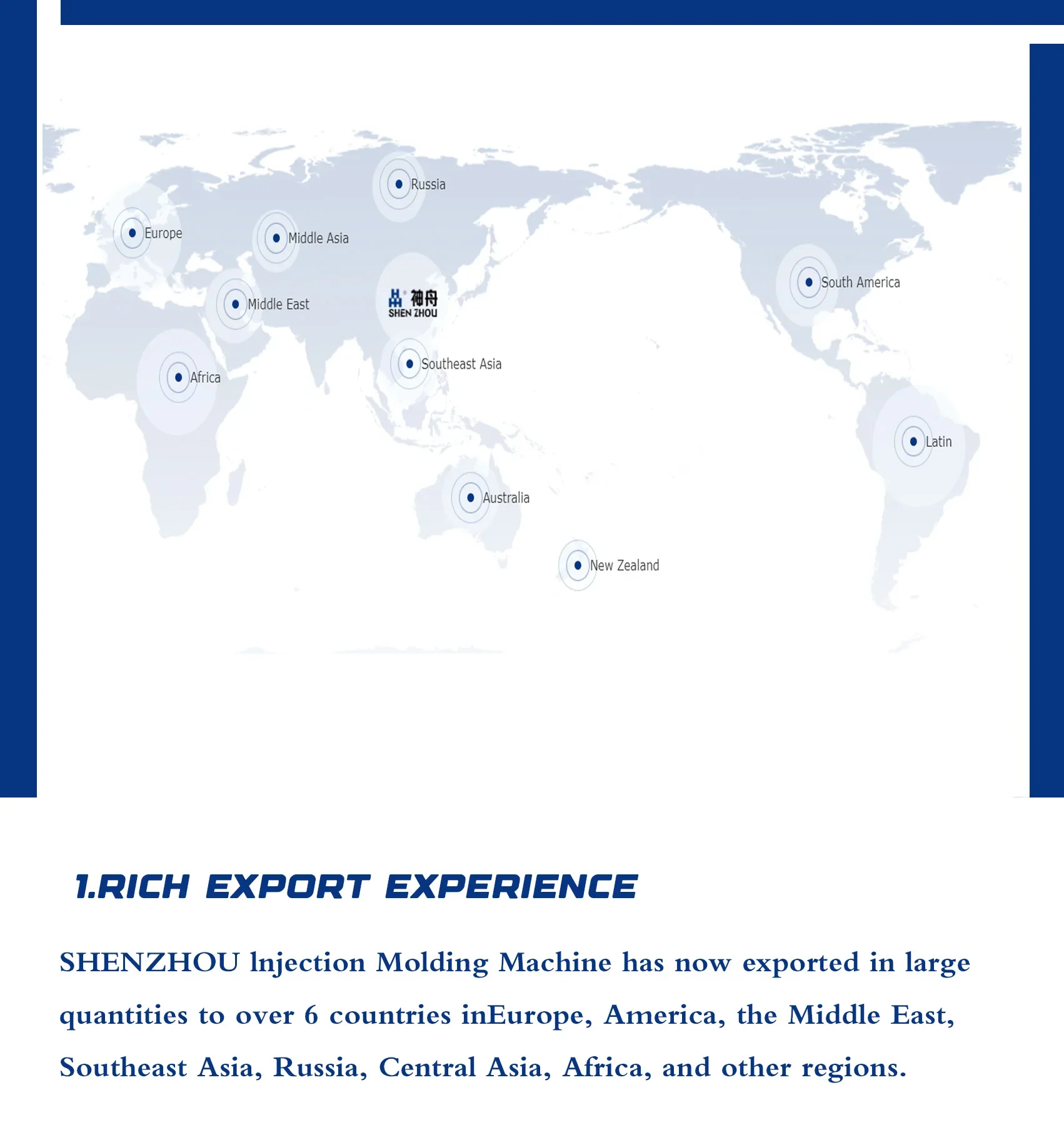
1.Q: ხართ ქარხანა ან სავაჭრო კომპანია? პასუხი: მრეწველობისა და ვაჭრობის ინტეგრაცია, ჩვენ ვაწვდით ქარხნის ფასს კარგი ხარისხით, კეთილი იყოს თქვენი მობრძანება! 2.Q:როგორ მუშაობს თქვენი ქარხანა ხარისხის კონტროლთან დაკავშირებით? პასუხი: "ხარისხი პრიორიტეტია. ჩვენ ყოველთვის დიდ მნიშვნელობას ვანიჭებთ ხარისხის კონტროლს თავიდან ბოლომდე და გვაქვს გამოყოფილი ხარისხის კონტროლის განყოფილება. 3. Q: როგორია თქვენი ნორმალური მომსახურების ვადები? A: ჩვენი კომპანიის ტიპიური ვადები მერყეობს 25-35 დღის განმავლობაში შეკვეთის მიღებიდან. ჩვენ ასევე გვყავს დამოუკიდებელი ადგილები და ინჟინრები, რომ გავუმკლავდეთ უფრო გადაუდებელ შეკვეთებს 4 კვირის განმავლობაში. პასუხი: ჩვენ შევაფასებთ ფასს და მოგცემთ საუკეთესო ფასს, ჩვენ შეგვიძლია გარანტირებული გქონდეთ პროდუქტის საუკეთესო ხარისხი და გაყიდვების შემდგომი მომსახურება იმავე ფასად. 6.Q: სად მდებარეობს თქვენი ქარხანა A: ჩვენი ქარხანა მდებარეობს Shenzhou Machinery, No. 22 Zhenbei Road, Fenghuang Town, Zhangjiagang City? ყველა ჩვენი კლიენტი, სახლიდან თუ საზღვარგარეთიდან, გულთბილად გვესტუმრება!
Მოგესალმებათ გამოგვიგზავნოთ ნიმუშები, ჩვენ მოვარგებთ მაღალი ხარისხის მანქანებს თქვენთვის! საუკეთესო სურვილები შენთვის!