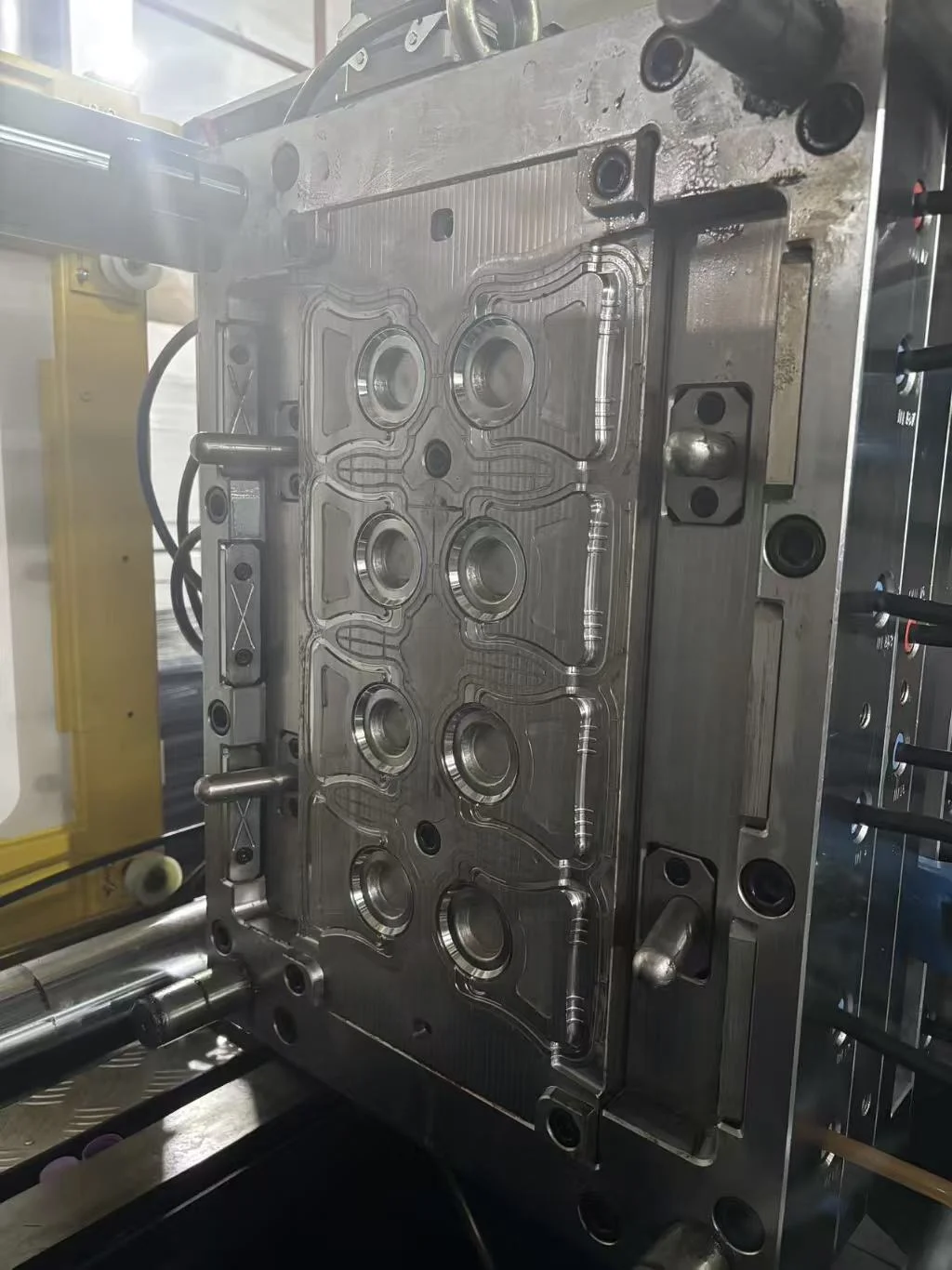



Műanyag palackfogantyúk fröccsöntő gépe
A műanyag vödörnyél a vízvödör alapvető teherhordó alkatrésze. Kisméretű, nagy szívósságú és nagy pontosságú fröccsöntött alkatrész. A fő gyártási követelmények a következők: a szívóssági szintnek megfeleljen repedés nélkül, terhelés alatt ne deformálódjon, pontos méretű illeszkedést biztosítson a vödör testéhez, és ne mutasson fel külső hibákat. Ugyanakkor alkalmas nagy léptékű tömeggyártási igények kielégítésére
Leírás
Kizárólagos követelmények a vödörfogantyú formákhoz
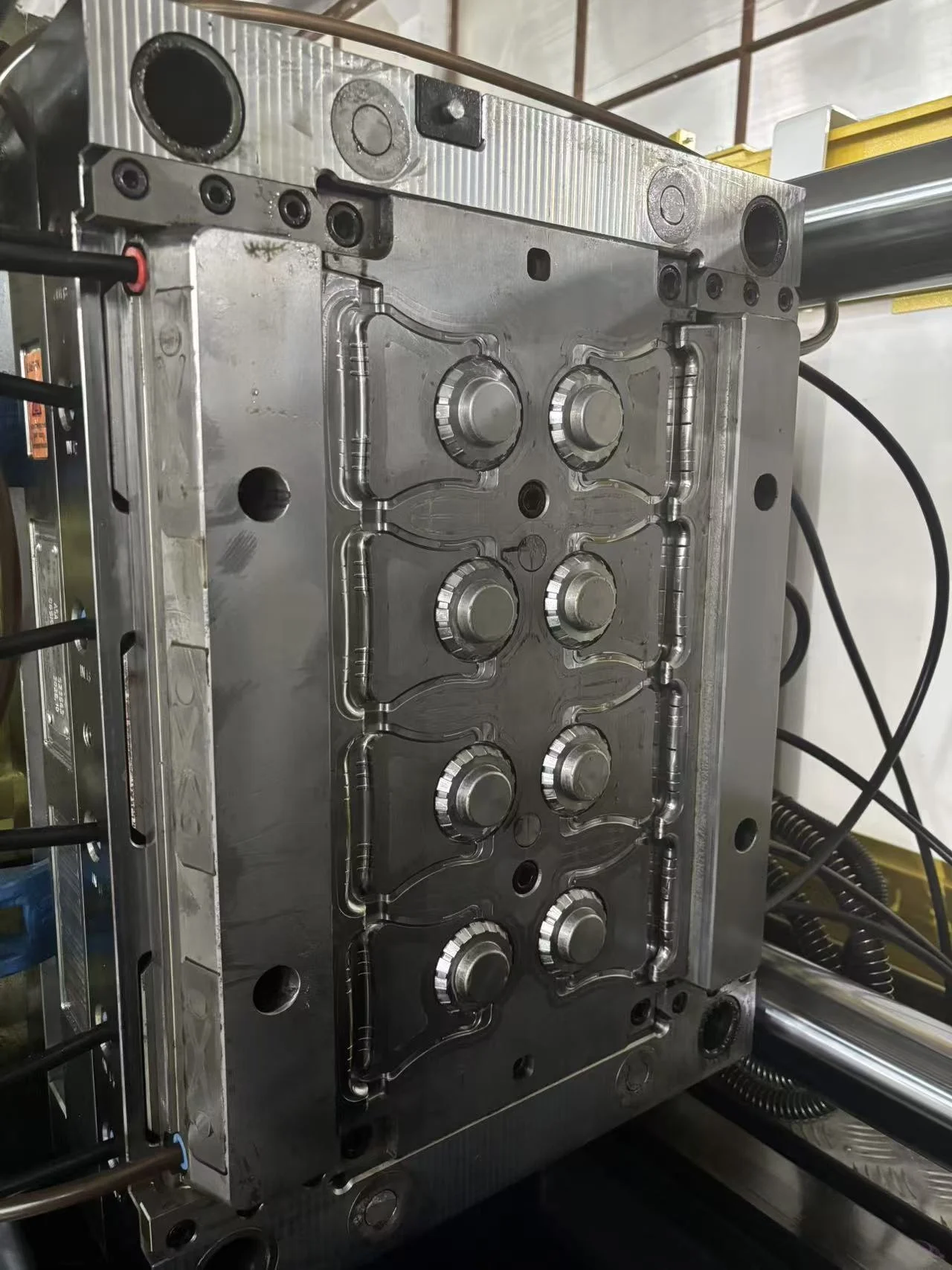
A fogantyúforma a tömeggyártás kulcsa. A többüreges kialakítás, a magas szívósságú üreg és a sima kiejtés alkotják az alapot. Minden követelmény a „nagy kapacitás, nulla selejtes termék és hosszú élettartam” köré épül, egyik sem hagyható el.
Üregkialakítás : Több üreg elsőbbséget élvez, hogy alkalmazkodjon különböző modellekhez.
Üregkialakítás : Több üreg elsőbbséget élvez, hogy alkalmazkodjon különböző modellekhez.
A kis méretű fogantyúalkatrészek többüreges tömeggyártásra alkalmasak, és a költségek csökkentésének központi elemei: a 80 tonnás modell 16-24 üreggel kompatibilis, a 120-160 tonnás modell 32-48 üreggel kompatibilis, míg a 200 tonnás modell akár 64 üreget is elérhet. Az üregek száma nem feltétlenül minél több, annál jobb. Biztosítani kell, hogy az olvadt anyag egyenletesen oszoljon el minden üregben, elkerülve ezzel az anyaghiányt és zsugorodást egyes üregekben.
Szerszámanyag és polírozás : a tartósság és megjelenés közötti egyensúly
A formaüreg / mag 718H előedzett acélból (költség-teljesítmény arány) / S136 rozsdamentes acélból (élelmiszeripari fokozatú) készül, HRC48-52 keménységgel, amely kopásálló és ütésálló. A forma élettartama ≥3 millió ciklus, hosszú távú tömeggyártás során nem kopik el.
A formaüreg felülete Ra0,4-0,8 μm-re van polírozva, sima, halott sarkok nélkül, így megakadályozza a fogantyú felületén a karcolódást és a formaragadást. Az élelmiszeripari minőségű vödörfogantyút S136-os anyaggal tükörsima felületűre kell polírozni, megfelelve a GB4806/FDA szabványoknak, és nem bocsát ki káros anyagokat.
Szerkezeti tervezés: 3 kulcsfontosságú részlet a gyártási nehézségek kiküszöbölésére
1. Kiöntőnyílás: Elsőbbséget kell adni a pontkiöntőknek vagy a rejtett kiöntőknek, amelyek a fogantyú gyökerénél helyezkednek el (nem terhelésre szolgáló / érintkezésmentes terület). A kiöntőnyomok kicsik, másodlagos vágásra nincs szükség, és nem befolyásolják a megjelenést vagy a teherbírást. Tilos a kiöntőnyílást a fogantyú terhelésre szolgáló részén kialakítani, hogy elkerülhető legyen a feszültségkoncentráció és a rideg repedés.
2. Kihajtás: A kihajtást ütközőcsapok és rugós csapok kombinációjával végzik. Az ütközőcsapok egyenletesen oszlanak el a fogantyú belső oldalán, így biztosítva az egységes erőhatást, megelőzve a károsodást és deformálódást a kihajtás során. Az alkatrészhez 1–2°-os kihajtási hajlítás tartozik, ami simább kihajtást tesz lehetővé, és közvetlenül kapcsolható mechanikus kézhez az automatikus alkatrészeltávolításhoz.
3.Hűtés: Az űrítőcsatornák a forma üregéhez közel helyezkednek el, így biztosítva az egyes üregek független hűtését. A vízcsatornák akadálymentesen, halott sarkok nélkül vezetnek, és a forma hőmérséklete egységes és stabil. Ez lerövidíti az alakítási ciklust, és megakadályozza, hogy a fogantyú torzuljon vagy deformálódjon a nem egyenletes hűtés miatt.
Szerszámanyag és polírozás : a tartósság és megjelenés közötti egyensúly
A formaüreg / mag 718H előedzett acélból (költség-teljesítmény arány) / S136 rozsdamentes acélból (élelmiszeripari fokozatú) készül, HRC48-52 keménységgel, amely kopásálló és ütésálló. A forma élettartama ≥3 millió ciklus, hosszú távú tömeggyártás során nem kopik el.
A formaüreg felülete Ra0,4-0,8 μm-re van polírozva, sima, halott sarkok nélkül, így megakadályozza a fogantyú felületén a karcolódást és a formaragadást. Az élelmiszeripari minőségű vödörfogantyút S136-os anyaggal tükörsima felületűre kell polírozni, megfelelve a GB4806/FDA szabványoknak, és nem bocsát ki káros anyagokat.
Szerkezeti tervezés: 3 kulcsfontosságú részlet a gyártási nehézségek kiküszöbölésére
1. Kiöntőnyílás: Elsőbbséget kell adni a pontkiöntőknek vagy a rejtett kiöntőknek, amelyek a fogantyú gyökerénél helyezkednek el (nem terhelésre szolgáló / érintkezésmentes terület). A kiöntőnyomok kicsik, másodlagos vágásra nincs szükség, és nem befolyásolják a megjelenést vagy a teherbírást. Tilos a kiöntőnyílást a fogantyú terhelésre szolgáló részén kialakítani, hogy elkerülhető legyen a feszültségkoncentráció és a rideg repedés.
2. Kihajtás: A kihajtást ütközőcsapok és rugós csapok kombinációjával végzik. Az ütközőcsapok egyenletesen oszlanak el a fogantyú belső oldalán, így biztosítva az egységes erőhatást, megelőzve a károsodást és deformálódást a kihajtás során. Az alkatrészhez 1–2°-os kihajtási hajlítás tartozik, ami simább kihajtást tesz lehetővé, és közvetlenül kapcsolható mechanikus kézhez az automatikus alkatrészeltávolításhoz.
3.Hűtés: Az űrítőcsatornák a forma üregéhez közel helyezkednek el, így biztosítva az egyes üregek független hűtését. A vízcsatornák akadálymentesen, halott sarkok nélkül vezetnek, és a forma hőmérséklete egységes és stabil. Ez lerövidíti az alakítási ciklust, és megakadályozza, hogy a fogantyú torzuljon vagy deformálódjon a nem egyenletes hűtés miatt.
Termékleírás





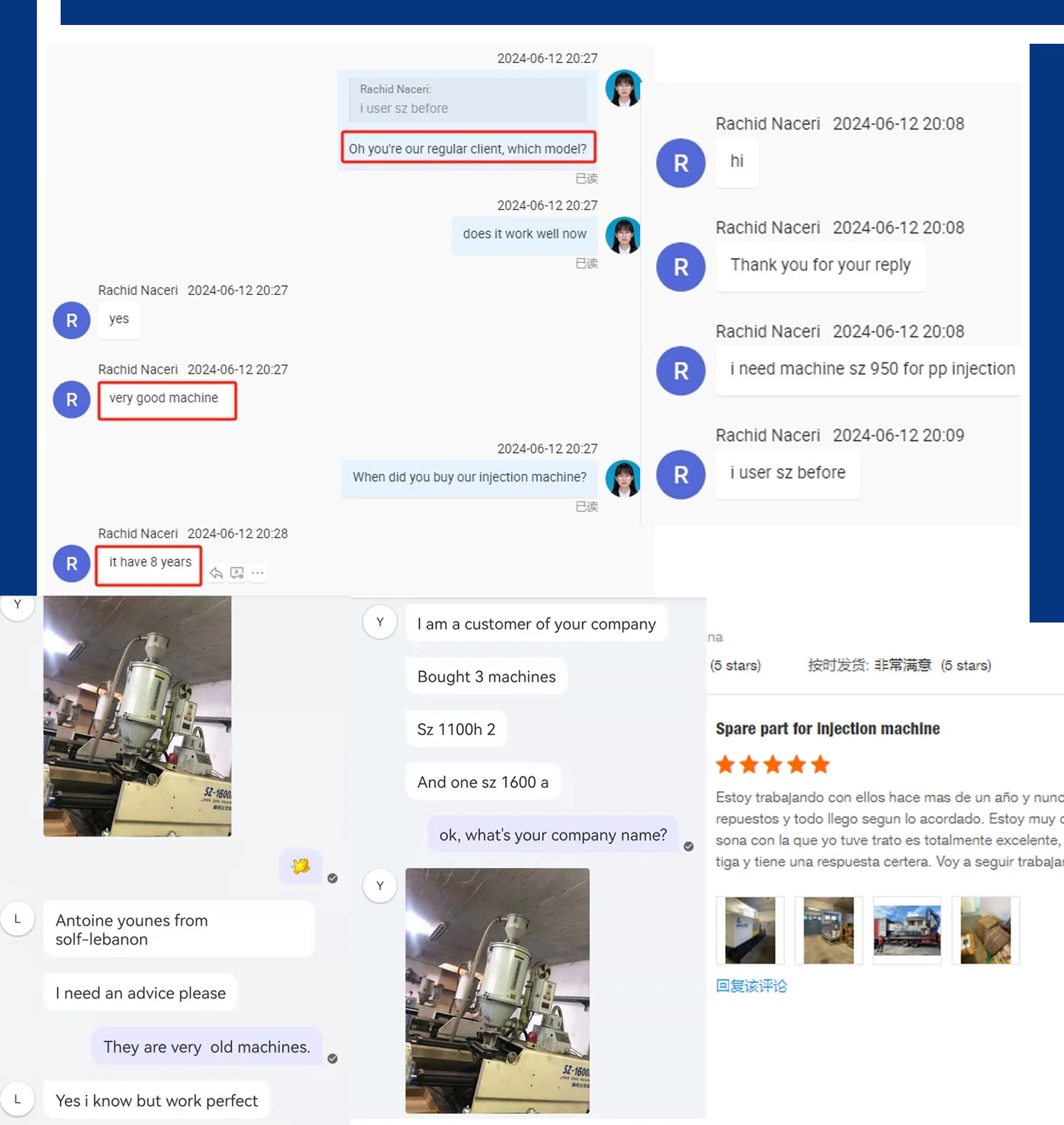
felmérések
TANÚSÍTVÁNYOK



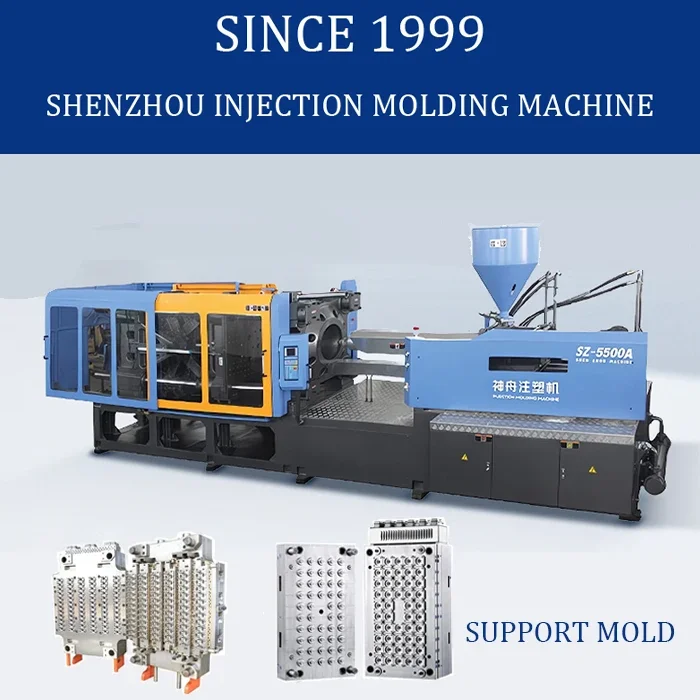
Céginformáció




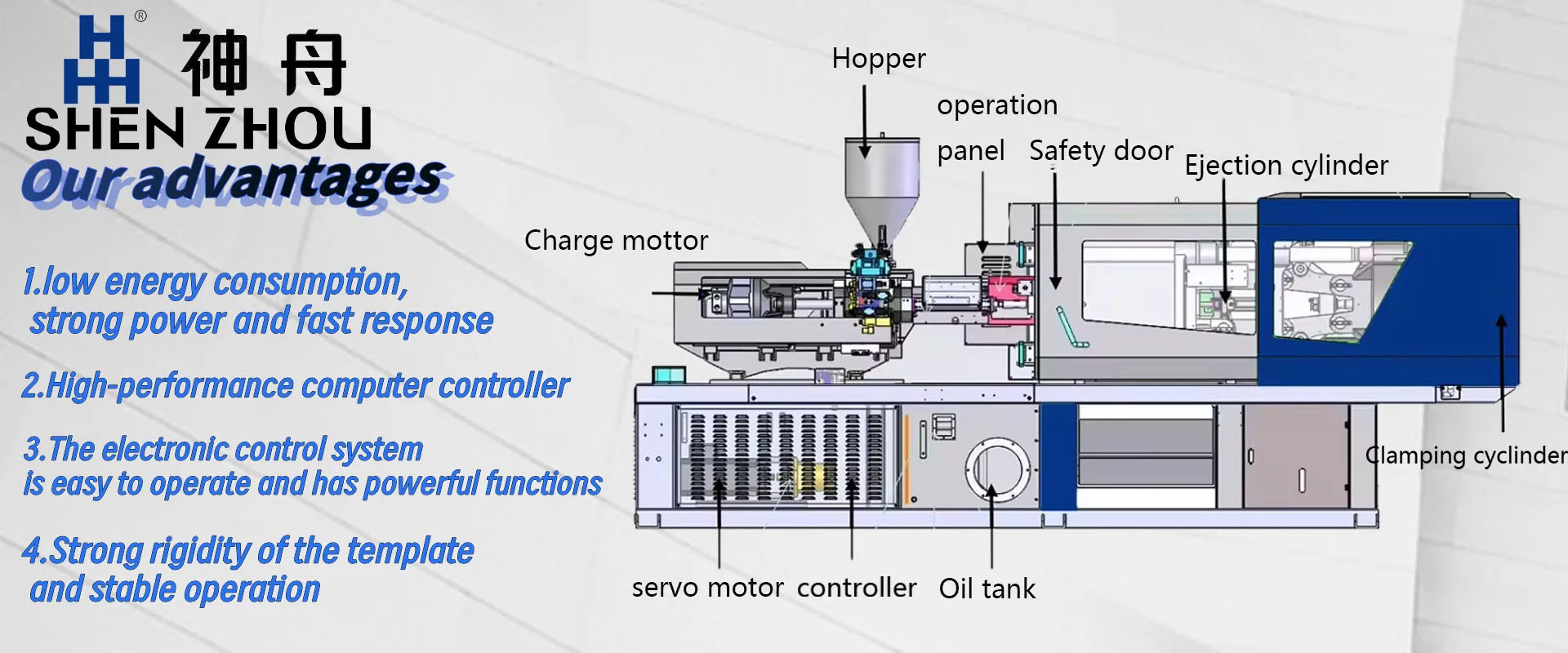
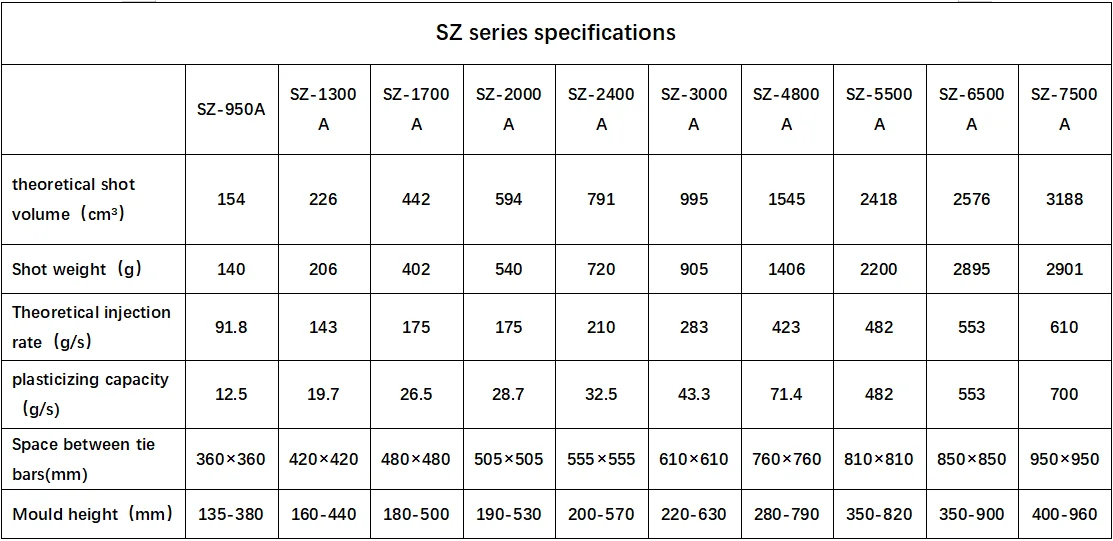
Technikai paraméter
项目 ITEM |
单位UNIT |
SZ—2400A |
|||||||
注射装置 INJEKCIÓS EGYSÉG |
|||||||||
螺杆直径 |
Csavar átmérő |
mm |
55 |
60 |
65 |
||||
螺杆长径比 |
CSAVAROS FEDŐ ARÁNY |
L/D |
22.9 |
21 |
19.4 |
||||
理论注射容积 |
Téorétikus lökhossz |
Cm3 |
665 |
791 |
929 |
||||
注射质量 (PS料) |
LÖVÉS SÚLY (PS) |
g |
605 |
720 |
845 |
||||
注射压力 |
Injekciós nyomás |
MPa |
210 |
176 |
150 |
||||
理论注射速率 (PS料) |
ELMÉLETI BEFECSKENDEZÉSI SZÁM (PS) |
g/s |
176.5 |
210 |
245 |
||||
塑化能力 (PS料) |
PLASTIZÁLÓ KÉPESSÉG |
g/s |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
Csavar nyomaték |
N.m. |
2000 |
||||||
螺杆最高转速 |
MAX. CSAVAR FORGÁSI SEBESSÉGE |
ford/perc |
150 |
||||||
洼射行程 |
INJEKCIÓS STROK |
mm |
280 |
||||||
合模装置 BORÍTÓEGYSÉG |
|||||||||
合模力 |
MAX.SZORÍTÓ ERŐ K |
KN |
2400 |
||||||
移模行程 |
MAX.NYITÓLÖK |
mm |
530 |
||||||
拉杆有效间距 (VxH) |
TÉR KÖZÖTTI KEZELŐRudak között |
mm |
555×555 |
||||||
允许模厚 (MIN-MAX) |
FORMA MAGASSÁG |
mm |
200-570 |
||||||
模板最大开距 |
MAX.NAPPALI |
mm |
1100 |
||||||
液压顶出力 |
Kivételi erő |
KN |
61.5 |
||||||
液压顶出行程 |
Kivételi út |
mm |
135 |
||||||
液压顶出杆总数 |
KIADÓ MENNYISÉG |
9 |
|||||||
其它 EGYÉB |
|||||||||
油泵电动机功率 |
Bomlómotor teljesítmény |
Kw |
22 |
||||||
油泵最高压力 |
Pumpa nyomás |
MPa |
16 |
||||||
料简加热功率 |
Fűtőerő |
Kw |
18.5 |
||||||
加热区段 |
FŰTÉSZÓNA |
5 |
|||||||
机器外形 (HxSzxH) |
Méret |
férfi |
6.2×1.6×2.1 |
||||||
机器净重 |
Nettó súly |
t |
8.0 |
||||||
油箱容积 |
Olajtartály kapacitás |
L |
440 |
||||||
国际公认型号 |
NEMZETKÖZI KIJELÖLÉS |
2400—1390 |
|||||||
Kiállítás



GYIK
1.Q: Ön gyári vagy kereskedelmi vállalat? V: Ipari és kereskedelmi integráció, a gyári árat jó minőségben szállítjuk, szívesen látjuk! 2.Q: Hogyan működik az Ön gyára a minőségellenőrzést illetően? V: "A minőség az elsődleges. Mindig nagy jelentőséget tulajdonítunk a minőségellenőrzésnek a kezdetektől a végéig, és külön minőség-ellenőrzési részlegünk van. 3.K: Melyek a szokásos átfutási idők? V: Cégünk jellemző átfutási ideje a rendelés beérkezését követő 25-35 nap között van. Független helyszíneink és mérnökeink is foglalkoznak a sürgősebb megrendelésekkel, amelyek kiszállítása a becsült ár: Q2 hét múlva: A.b4. A költségek a legjobb áron garantálhatják a legjobb termékeket, és a legjobb áron garantálhatjuk az értékesítést. az Ön gyára, hogyan látogathatom meg. Minden kedves ügyfelünket, itthonról vagy külföldről, szeretettel várjuk!
Szívesen küldjön nekünk mintákat, mi személyre szabjuk Önnek a kiváló minőségű gépeket! A legjobbakat kívánom neked!