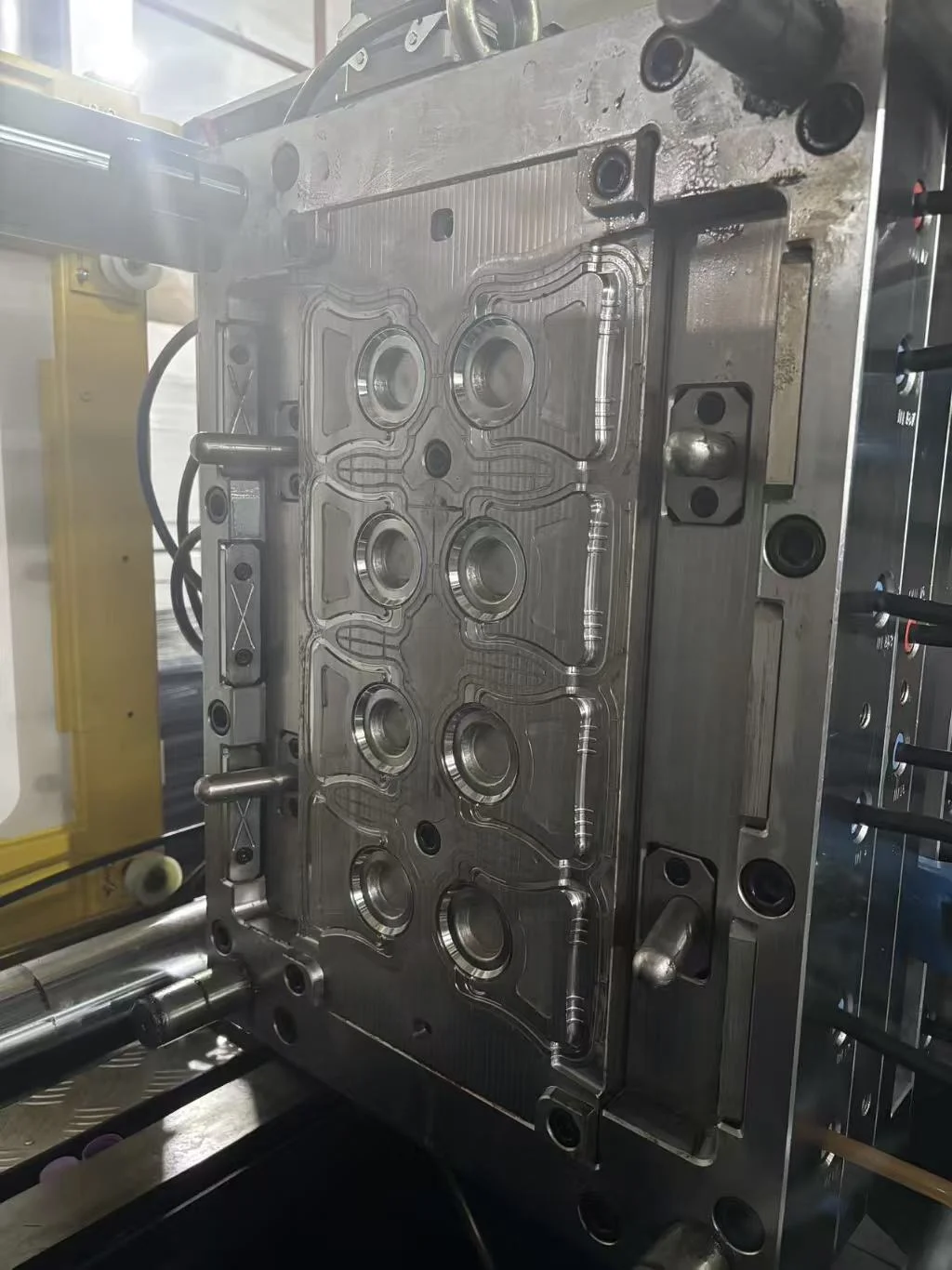



دستگاه قالبگیری تزریقی دسته بطریهای پلاستیکی
دسته پلاستیکی سطل، جزء باربر اصلی سطل آب است. این قطعه، یک قطعه تزریقی کوچک، با چقرمگی بالا و دقت بالا محسوب میشود. نیازمندیهای اصلی تولید این است که بدون ترک خوردگی استاندارد چقرمگی را برآورده کند، تحت بار تغییر شکل ندهد، ابعاد دقیقی متناسب با بدنه سطل داشته باشد و فاقد نقص ظاهری باشد. در عین حال، باید نیازهای تولید انبوه را نیز پوشش دهد
توضیحات
نیازمندیهای انحصاری برای قالب دسته سطل
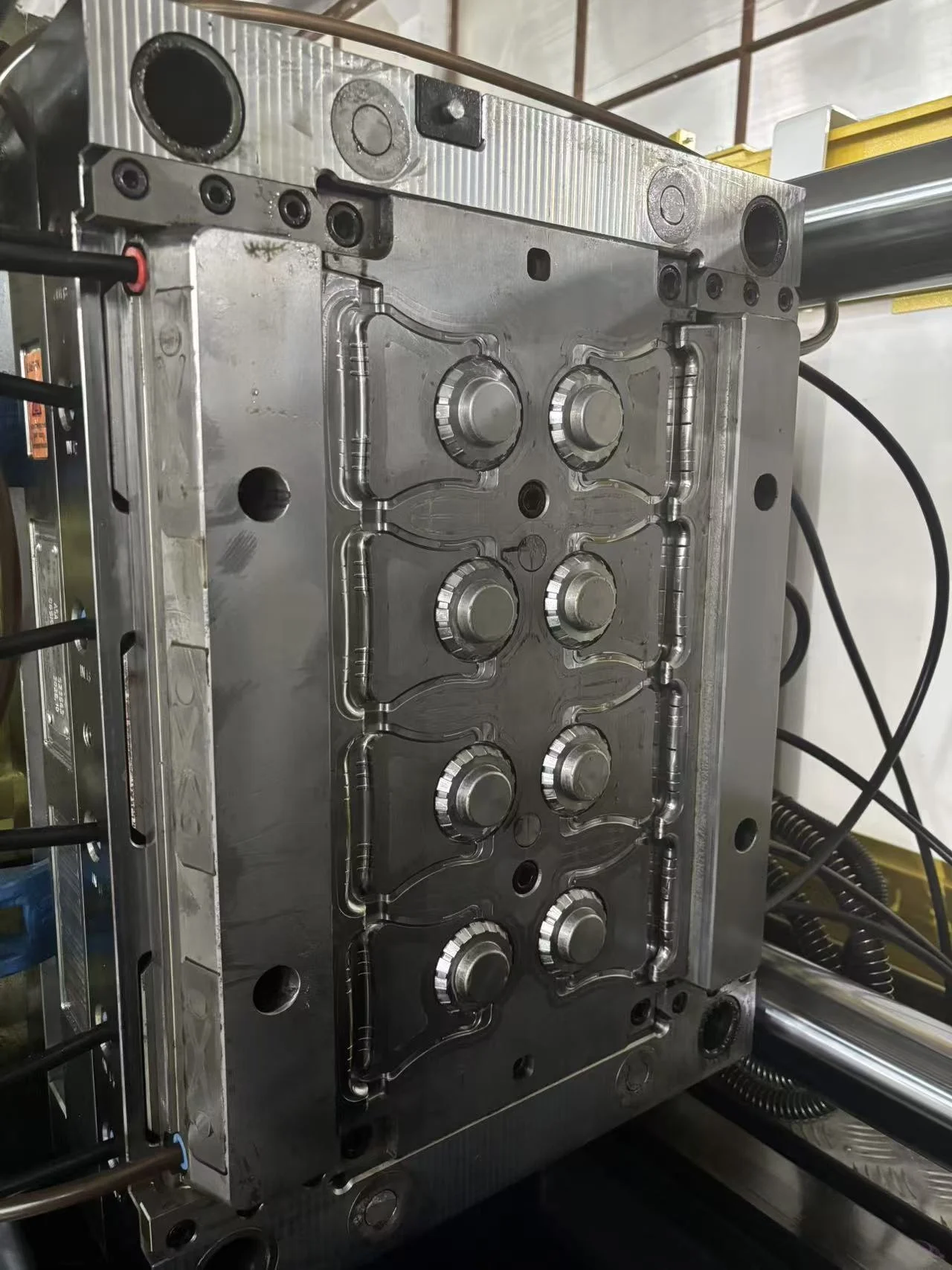
قالب دسته، کلید تولید انبوه است. طراحی چند حفرهای، حفره با استحکام بالا و خروج روان از قالب، هسته اصلی محسوب میشوند. تمام نیازمندیها حول محور «ظرفیت بالا، صفر محصول معیوب و عمر طولانی» میچرخند و هیچیک از آنها نمیتواند حذف شود.
طراحی حفره : اولویت با چند حفرهای است تا بتواند با مدلهای مختلف سازگار شود.
طراحی حفره : اولویت با چند حفرهای است تا بتواند با مدلهای مختلف سازگار شود.
قطعات کوچک دسته مناسب تولید انبوه چند حفرهای هستند و هسته اصلی کاهش هزینه محسوب میشوند: مدل 80 تنی با 16 تا 24 حفره سازگار است، مدل 120 تا 160 تنی با 32 تا 48 حفره سازگار است و مدل 200 تنی میتواند به 64 حفره دست یابد. تعداد حفرهها لزوماً هرچه بیشتر بهتر نیست. باید اطمینان حاصل شود که ماده مذاب بهطور یکنواخت در تمام حفرهها توزیع شود تا از کمبود ماده و جمعشدگی در برخی حفرهها جلوگیری شود.
ماده قالب و پولیش : تعادل بین دوام و ظاهر
حفره/هسته از فولاد پیشسختشده 718H (نسبت هزینه به عملکرد) / فولاد ضدزنگ S136 (درجه مواد غذایی) ساخته شده است، با سختی HRC48-52 که مقاوم در برابر سایش و ضربه است. عمر قالب ≥3 میلیون سیکل است و در طول تولید انبوه بلندمدت فرسوده نخواهد شد.
سطح حفره تا Ra0.4-0.8μm پولیش شده است، صاف و بدون گوشههای مرده، تا از خراشیدگی و چسبیدن قالب به سطح دسته جلوگیری شود. دسته سطل درجه مواد غذایی باید با فولاد S136 به صورت آینهای پولیش شود، مطابق با استانداردهای GB4806/FDA، و هیچ ماده مضری آزاد نمیکند.
طراحی ساختاری: 3 جزئیات کلیدی برای رفع دشواریهای تولید
1. دریچه: اولویت با انتخاب دریچههای نقطهای یا دریچههای پنهان است که در ریشه دسته (ناحیه غیر باربر/تماسی) قرار میگیرند. علائم دریچه کوچک هستند، نیاز به برش ثانویه ندارند و بر ظاهر یا توانایی باربرداری تأثیر نمیگذارند. ممنوع است که دریچه در قسمتهای تحت فشار دسته باز شود تا از تمرکز تنش و ترکخوردگی شکننده جلوگیری شود.
2. خارجکردن از قالب: برای خارجکردن قطعه از قالب از ترکیب سوزنهای پرتابی و سوزنهای فنری استفاده میشود. سوزنهای پرتابی بهصورت یکنواخت در سمت داخل دسته قرار دارند و نیروی یکنواختی را فراهم میکنند تا از آسیب یا تغییر شکل در حین خارجکردن قطعه از قالب جلوگیری شود. قالب دارای شیب خارجکردن به میزان 1-2 درجه است که خروج راحتتر قطعه را فراهم میکند و میتواند مستقیماً به دست مکانیکی متصل شود تا خارجکردن قطعه به صورت خودکار انجام شود.
3. خنککنندگی: کانالهای آب قالب نزدیک به حفره هستند و خنککاری مستقل هر حفره را تضمین میکنند. کانالهای آب بدون گوشههای مرده و بدون مانع هستند و دمای قالب یکنواخت و پایدار است. این امر چرخه فرمدهی را کوتاهتر کرده و جلوی پیچش یا تغییر شکل دسته را به دلیل خنککاری نامتعادل میگیرد.
ماده قالب و پولیش : تعادل بین دوام و ظاهر
حفره/هسته از فولاد پیشسختشده 718H (نسبت هزینه به عملکرد) / فولاد ضدزنگ S136 (درجه مواد غذایی) ساخته شده است، با سختی HRC48-52 که مقاوم در برابر سایش و ضربه است. عمر قالب ≥3 میلیون سیکل است و در طول تولید انبوه بلندمدت فرسوده نخواهد شد.
سطح حفره تا Ra0.4-0.8μm پولیش شده است، صاف و بدون گوشههای مرده، تا از خراشیدگی و چسبیدن قالب به سطح دسته جلوگیری شود. دسته سطل درجه مواد غذایی باید با فولاد S136 به صورت آینهای پولیش شود، مطابق با استانداردهای GB4806/FDA، و هیچ ماده مضری آزاد نمیکند.
طراحی ساختاری: 3 جزئیات کلیدی برای رفع دشواریهای تولید
1. دریچه: اولویت با انتخاب دریچههای نقطهای یا دریچههای پنهان است که در ریشه دسته (ناحیه غیر باربر/تماسی) قرار میگیرند. علائم دریچه کوچک هستند، نیاز به برش ثانویه ندارند و بر ظاهر یا توانایی باربرداری تأثیر نمیگذارند. ممنوع است که دریچه در قسمتهای تحت فشار دسته باز شود تا از تمرکز تنش و ترکخوردگی شکننده جلوگیری شود.
2. خارجکردن از قالب: برای خارجکردن قطعه از قالب از ترکیب سوزنهای پرتابی و سوزنهای فنری استفاده میشود. سوزنهای پرتابی بهصورت یکنواخت در سمت داخل دسته قرار دارند و نیروی یکنواختی را فراهم میکنند تا از آسیب یا تغییر شکل در حین خارجکردن قطعه از قالب جلوگیری شود. قالب دارای شیب خارجکردن به میزان 1-2 درجه است که خروج راحتتر قطعه را فراهم میکند و میتواند مستقیماً به دست مکانیکی متصل شود تا خارجکردن قطعه به صورت خودکار انجام شود.
3. خنککنندگی: کانالهای آب قالب نزدیک به حفره هستند و خنککاری مستقل هر حفره را تضمین میکنند. کانالهای آب بدون گوشههای مرده و بدون مانع هستند و دمای قالب یکنواخت و پایدار است. این امر چرخه فرمدهی را کوتاهتر کرده و جلوی پیچش یا تغییر شکل دسته را به دلیل خنککاری نامتعادل میگیرد.
شرح محصولات





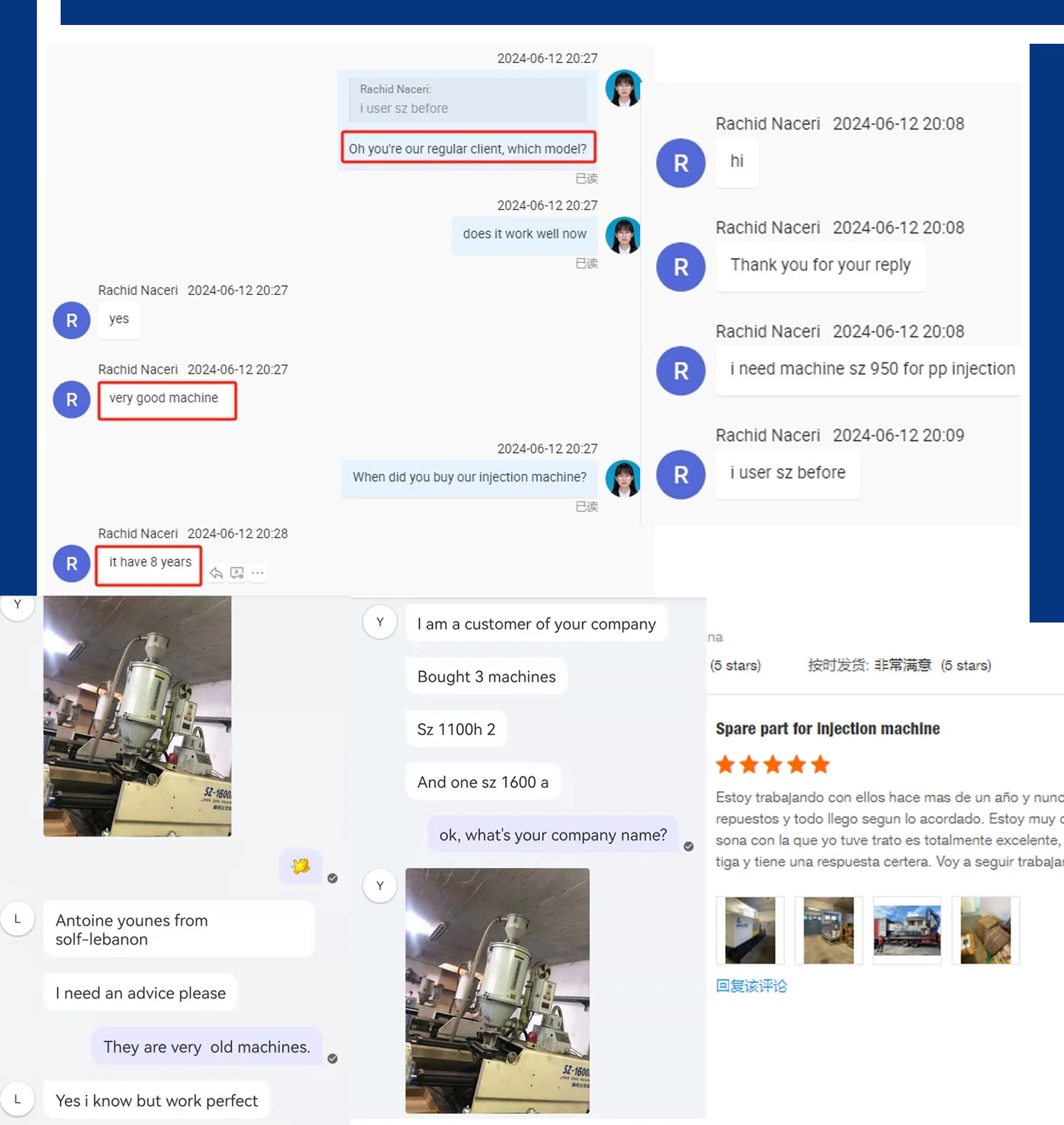
بررسی ها
گواهیها



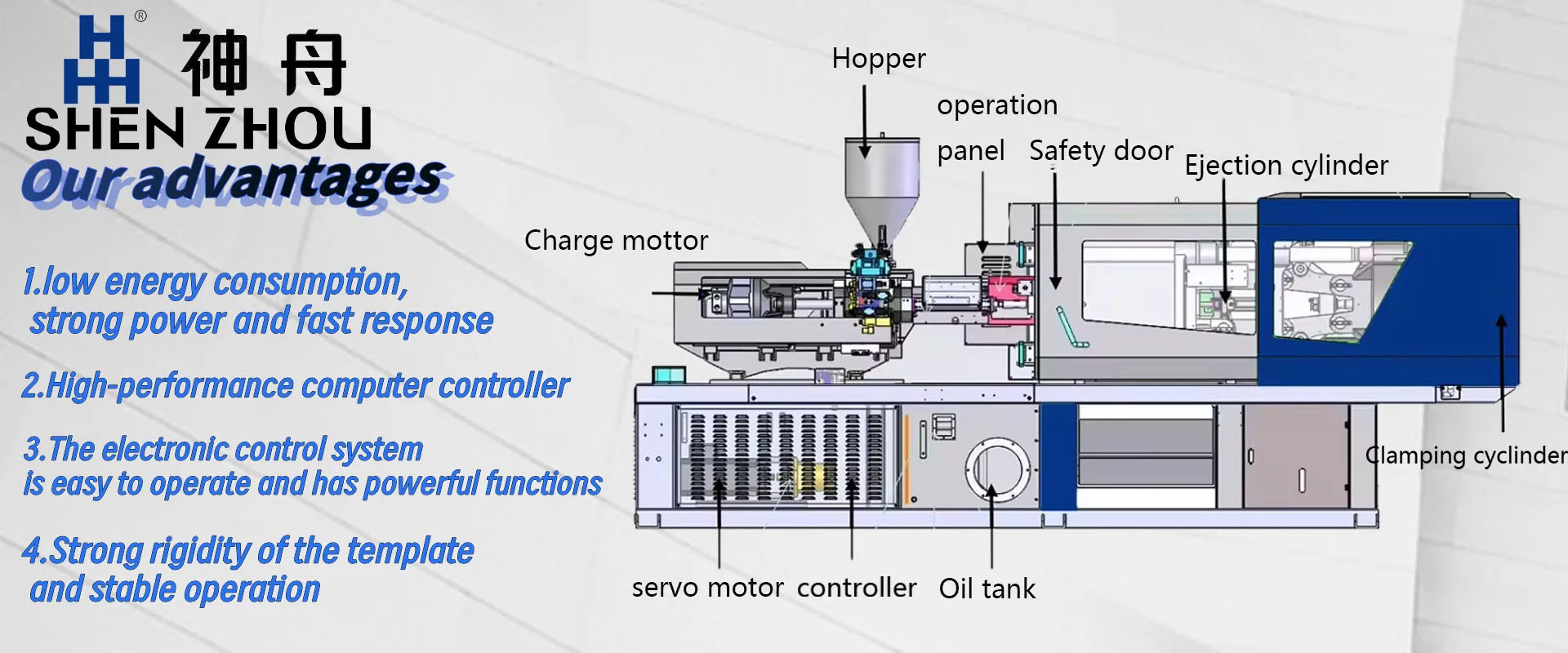
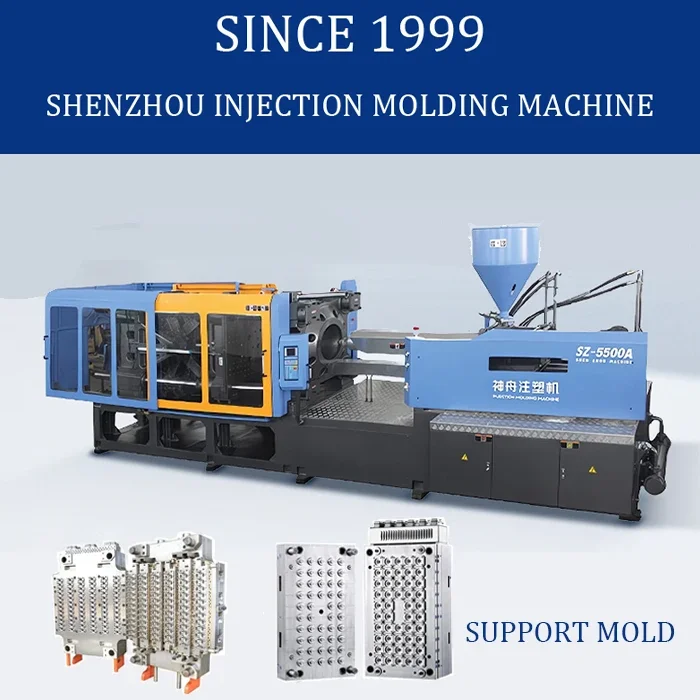
اطلاعات شرکت




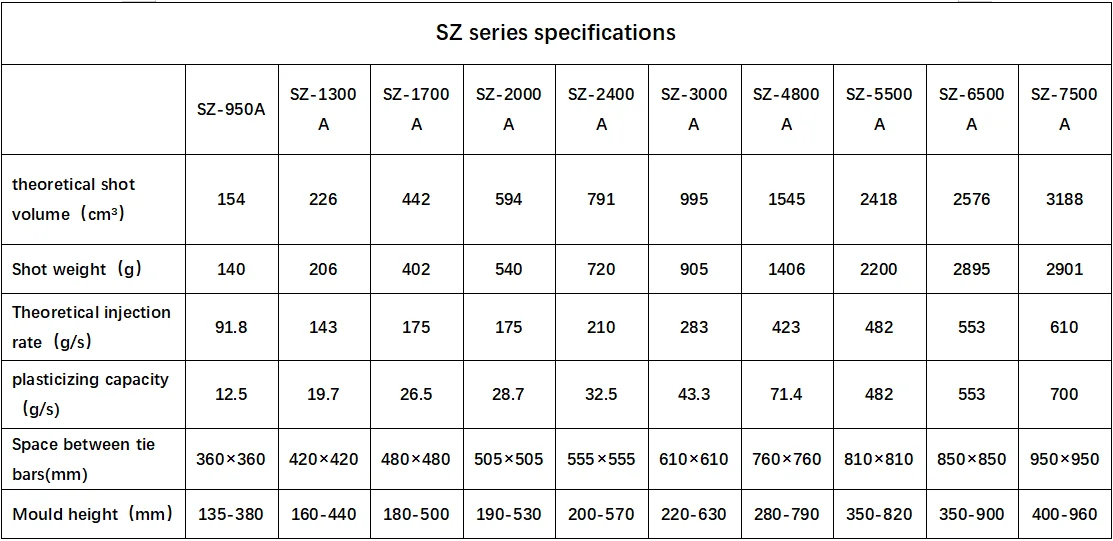
پارامتر فنی
项目 ITEM |
单位UNIT |
SZ-2400A |
|||||||
注射装置 واحد تزریق |
|||||||||
螺杆直径 |
قطر مارپیچ |
میلیمتر |
55 |
60 |
65 |
||||
螺杆长径比 |
نسبت درب پیچ |
L/D |
22.9 |
21 |
19.4 |
||||
理论注射容积 |
حجم شوت نظری |
سانتیمتر مکعب |
665 |
791 |
929 |
||||
注射质量 (PS料) |
وزن شلیک (PS) |
g |
605 |
720 |
845 |
||||
注射压力 |
فشار تزریق |
مگاپاسکال |
210 |
176 |
150 |
||||
理论注射速率 (PS料) |
نرخ تزریق نظری (PS) |
g/s |
176.5 |
210 |
245 |
||||
塑化能力 (PS料) |
ظرفیت پلاستیک سازی |
g/s |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
گشتاور پیچ |
ن.م |
2000 |
||||||
螺杆最高转速 |
حداکثر سرعت چرخش پیچ |
r/min |
150 |
||||||
洼射行程 |
سROKE تزریق |
میلیمتر |
280 |
||||||
合模装置 CLAMPING UNIT |
|||||||||
合模力 |
MAX.CLAMPING FORCE K |
KN |
2400 |
||||||
移模行程 |
حداکثر باز کردن سکته مغزی |
میلیمتر |
530 |
||||||
拉杆有效间距(VxH) |
فاصله بین میله های کراوات |
میلیمتر |
555×555 |
||||||
允许模厚 (MIN-MAX) |
ارتفاع قالب |
میلیمتر |
200-570 |
||||||
模板最大开距 |
MAX.DAYLIGHT |
میلیمتر |
1100 |
||||||
液压顶出力 |
نیروی خارج شونده |
KN |
61.5 |
||||||
液压顶出行程 |
سیم کشی خارج شونده |
میلیمتر |
135 |
||||||
液压顶出杆总数 |
کمیت اجکتور |
9 |
|||||||
其它 دیگر |
|||||||||
油泵电动机功率 |
توان موتور پمپ |
کیلووات |
22 |
||||||
油泵最高压力 |
فشار پمپ |
مگاپاسکال |
16 |
||||||
料简加热功率 |
توان گرمایی |
کیلووات |
18.5 |
||||||
加热区段 |
منطقه گرمایش |
5 |
|||||||
机器外形 (LxWxH) |
اندازه |
م |
6.2×1.6×2.1 |
||||||
机器净重 |
وزن خالص |
ت |
8.0 |
||||||
油箱容积 |
ظرفیت مخزن روغن |
لیتر |
440 |
||||||
国际公认型号 |
نام بین المللی |
2400—1390 |
|||||||
نمایشگاه



سوالات متداول
1.Q: آیا شما یک کارخانه یا شرکت تجاری هستید؟ A: ادغام صنعت و تجارت، ما قیمت کارخانه را با کیفیت خوب عرضه می کنیم، به بازدید خوش آمدید! 2.Q: کارخانه شما در مورد کنترل کیفیت چگونه عمل می کند؟ پاسخ: "کیفیت در اولویت است. ما همیشه به کنترل کیفیت از ابتدا تا انتها اهمیت زیادی می دهیم و یک بخش کنترل کیفیت اختصاصی داریم. 3. س: زمان های تحویل معمولی شما چقدر است؟ A: زمان تحویل معمول شرکت ما از 25 تا 35 روز پس از دریافت سفارش متغیر است. ما همچنین مکان ها و مهندسان مستقلی داریم که با سفارشات فوری 4 رسیدگی می کنیم. پاسخ: ما می توانیم بهترین کیفیت محصول و خدمات پس از فروش را با همان قیمت برای شما تضمین کنیم. 6. س: چگونه می توانم از کارخانه شما بازدید کنم. همه مشتریان ما، از داخل یا خارج از کشور، به گرمی از ما دیدن می کنند!
از شما خوش آمدید که نمونه هایی را برای ما ارسال کنید، ما ماشین های با کیفیت بالا را برای شما سفارشی می کنیم! بهترین آرزوها برای شما!