


Machine à mouler par injection pour poignées de bouteilles en plastique
La poignée en plastique est un composant porteur essentiel du seau d'eau. Il s'agit d'une petite pièce moulée par injection, à haute ténacité et haute précision. Les exigences principales de production sont qu'elle respecte la norme de ténacité sans fissuration, ne se déforme pas sous charge, présente une dimension exacte adaptée au corps du seau, et ne comporte aucun défaut d'aspect. En même temps, elle doit répondre aux besoins de production massive à grande échelle
Description
Exigences exclusives pour les moules de poignée de seau
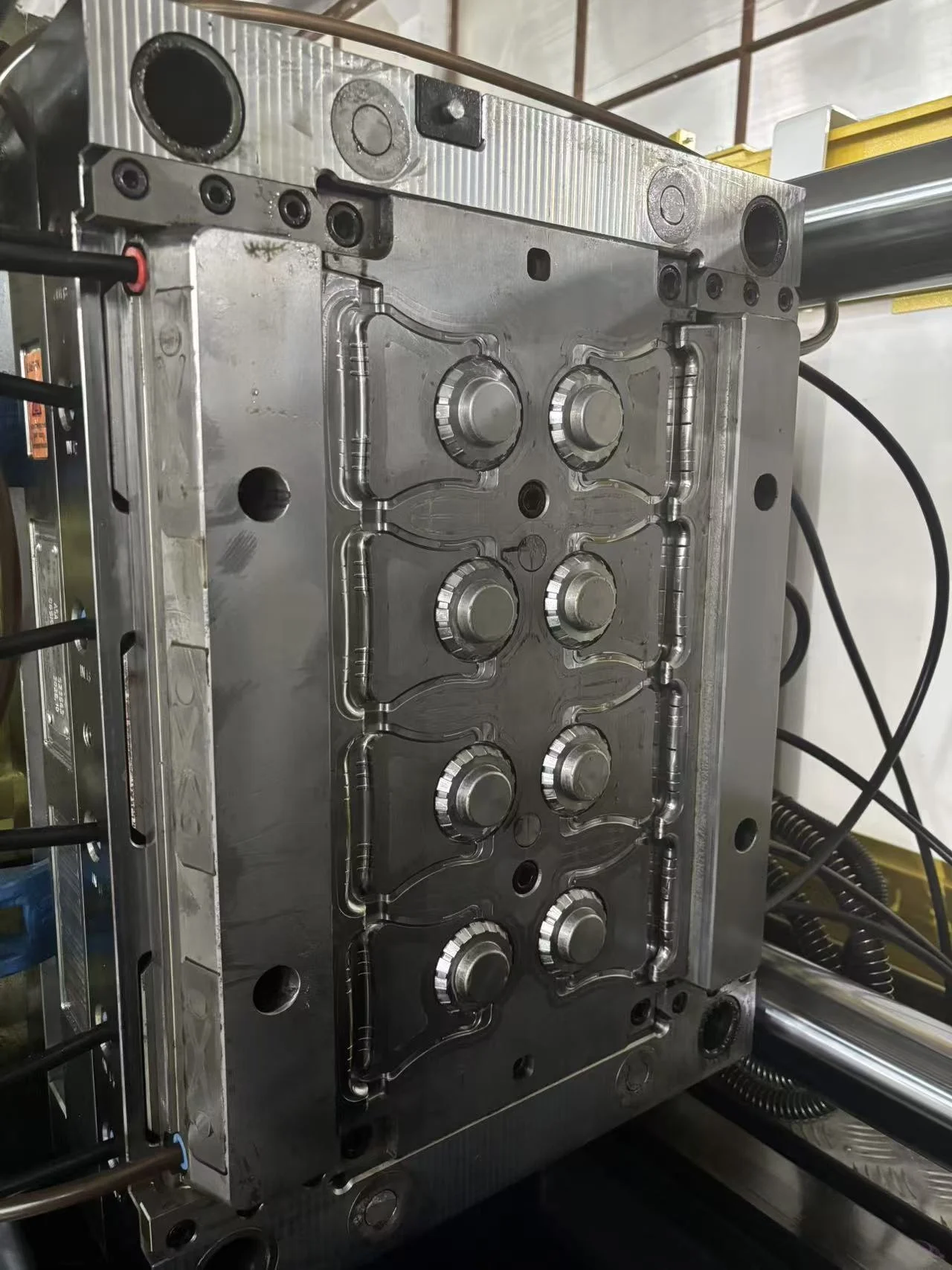
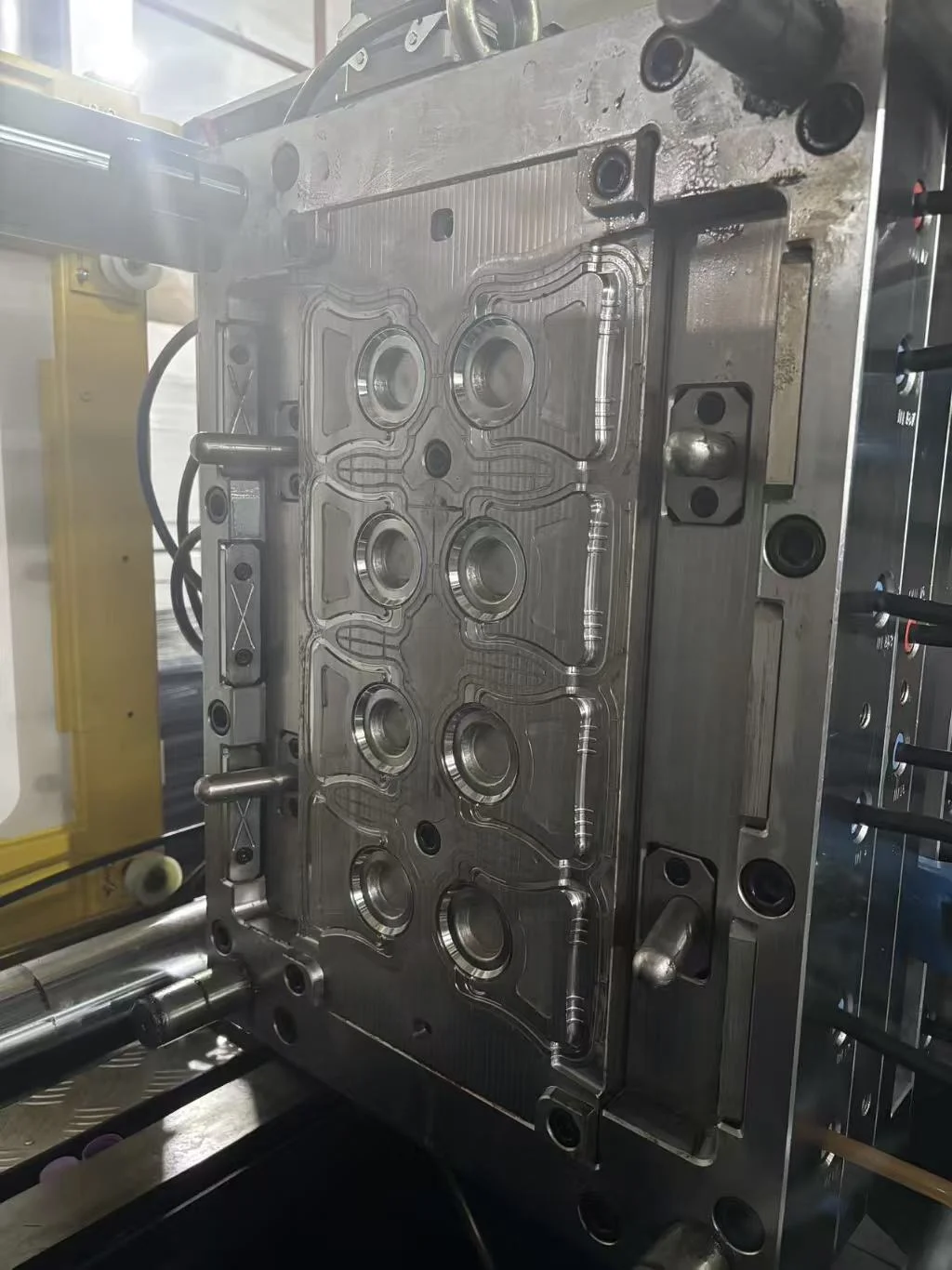
Le moule de poignée est la clé de la production de masse. La conception multicavité, la cavité haute ténacité et le démoulage fluide en sont le cœur. Toutes les exigences gravitent autour de « haut rendement, zéro produit défectueux et longue durée de vie », et aucune ne peut être négligée.
Conception des cavités : Privilégier plusieurs cavités afin de s'adapter à différents modèles.
Conception des cavités : Privilégier plusieurs cavités afin de s'adapter à différents modèles.
Les petites pièces de poignée conviennent à une production massive multicavité et constituent l'élément central de la réduction des coûts : le modèle 80t est compatible avec 16 à 24 cavités, le modèle 120-160t avec 32 à 48 cavités, et le modèle 200t peut atteindre 64 cavités. Le nombre de cavités n'est pas nécessairement meilleur lorsqu'il est plus élevé. Il est essentiel de garantir une distribution uniforme du matériau fondu dans chaque cavité afin d'éviter le manque de matière et le retrait dans certaines cavités.
Matériau du moule et polissage : Équilibrer durabilité et aspect visuel
La cavité/noyau est en acier pré-trempé 718H (rapport coût-performance) / acier inoxydable S136 (qualité alimentaire), avec une dureté de HRC48-52, résistant à l'usure et aux chocs. La durée de vie du moule est ≥3 millions de cycles, et il ne s'usera pas pendant une production de masse prolongée.
La surface de la cavité est polie à Ra0,4-0,8μm, lisse et sans angles morts, afin d'éviter les rayures et l'adhérence du moule sur la surface de la poignée. La poignée de seau alimentaire doit être polie miroir avec du S136, conforme aux normes GB4806/FDA, et aucun composé nocif n'est libéré.
Conception structurelle : 3 détails clés pour éliminer les difficultés de production
1. Éjection : Privilégier l'utilisation de canaux d'injection point ou latents, situés à la base de la poignée (zone non porteuse/non en contact). Les marques de canal sont petites, aucune retouche secondaire n'est nécessaire, et cela n'affecte ni l'aspect ni la résistance mécanique. Il est interdit d'ouvrir le canal dans une partie sollicitée de la poignée afin d'éviter toute concentration de contraintes et toute fissuration fragile.
2. Démoulage : Une combinaison de tiges d'éjection et de goupilles ressort est utilisée pour le démoulage. Les tiges d'éjection sont réparties uniformément sur la face intérieure de la poignée, assurant une répartition homogène des forces afin d'éviter tout dommage ou déformation lors du démoulage. Le moule intègre une pente de démoulage de 1 à 2°, garantissant un démoulage plus aisé et permettant une connexion directe à une pince mécanique pour un prélèvement automatique des pièces.
3.Refroidissement : Les canaux d'eau du moule sont proches de la cavité, assurant un refroidissement indépendant pour chaque cavité. Les canaux d'eau sont dégagés, sans angles morts, et la température du moule est uniforme et stable. Cela réduit le cycle de moulage et empêche la poignée de se tordre ou de se déformer en raison d'un refroidissement inégal.
Matériau du moule et polissage : Équilibrer durabilité et aspect visuel
La cavité/noyau est en acier pré-trempé 718H (rapport coût-performance) / acier inoxydable S136 (qualité alimentaire), avec une dureté de HRC48-52, résistant à l'usure et aux chocs. La durée de vie du moule est ≥3 millions de cycles, et il ne s'usera pas pendant une production de masse prolongée.
La surface de la cavité est polie à Ra0,4-0,8μm, lisse et sans angles morts, afin d'éviter les rayures et l'adhérence du moule sur la surface de la poignée. La poignée de seau alimentaire doit être polie miroir avec du S136, conforme aux normes GB4806/FDA, et aucun composé nocif n'est libéré.
Conception structurelle : 3 détails clés pour éliminer les difficultés de production
1. Éjection : Privilégier l'utilisation de canaux d'injection point ou latents, situés à la base de la poignée (zone non porteuse/non en contact). Les marques de canal sont petites, aucune retouche secondaire n'est nécessaire, et cela n'affecte ni l'aspect ni la résistance mécanique. Il est interdit d'ouvrir le canal dans une partie sollicitée de la poignée afin d'éviter toute concentration de contraintes et toute fissuration fragile.
2. Démoulage : Une combinaison de tiges d'éjection et de goupilles ressort est utilisée pour le démoulage. Les tiges d'éjection sont réparties uniformément sur la face intérieure de la poignée, assurant une répartition homogène des forces afin d'éviter tout dommage ou déformation lors du démoulage. Le moule intègre une pente de démoulage de 1 à 2°, garantissant un démoulage plus aisé et permettant une connexion directe à une pince mécanique pour un prélèvement automatique des pièces.
3.Refroidissement : Les canaux d'eau du moule sont proches de la cavité, assurant un refroidissement indépendant pour chaque cavité. Les canaux d'eau sont dégagés, sans angles morts, et la température du moule est uniforme et stable. Cela réduit le cycle de moulage et empêche la poignée de se tordre ou de se déformer en raison d'un refroidissement inégal.
Description des produits





avis
CERTIFICATIONS



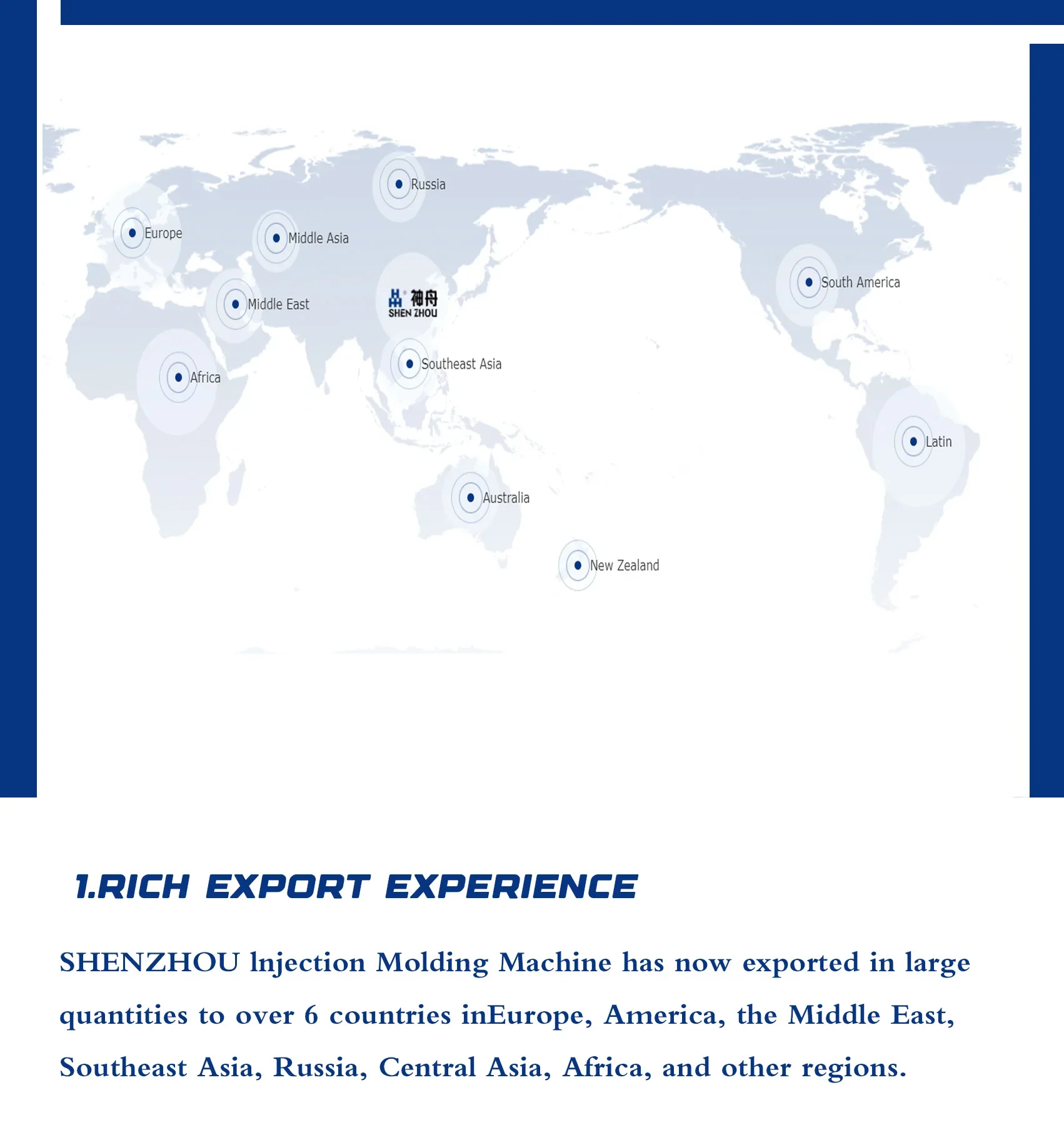
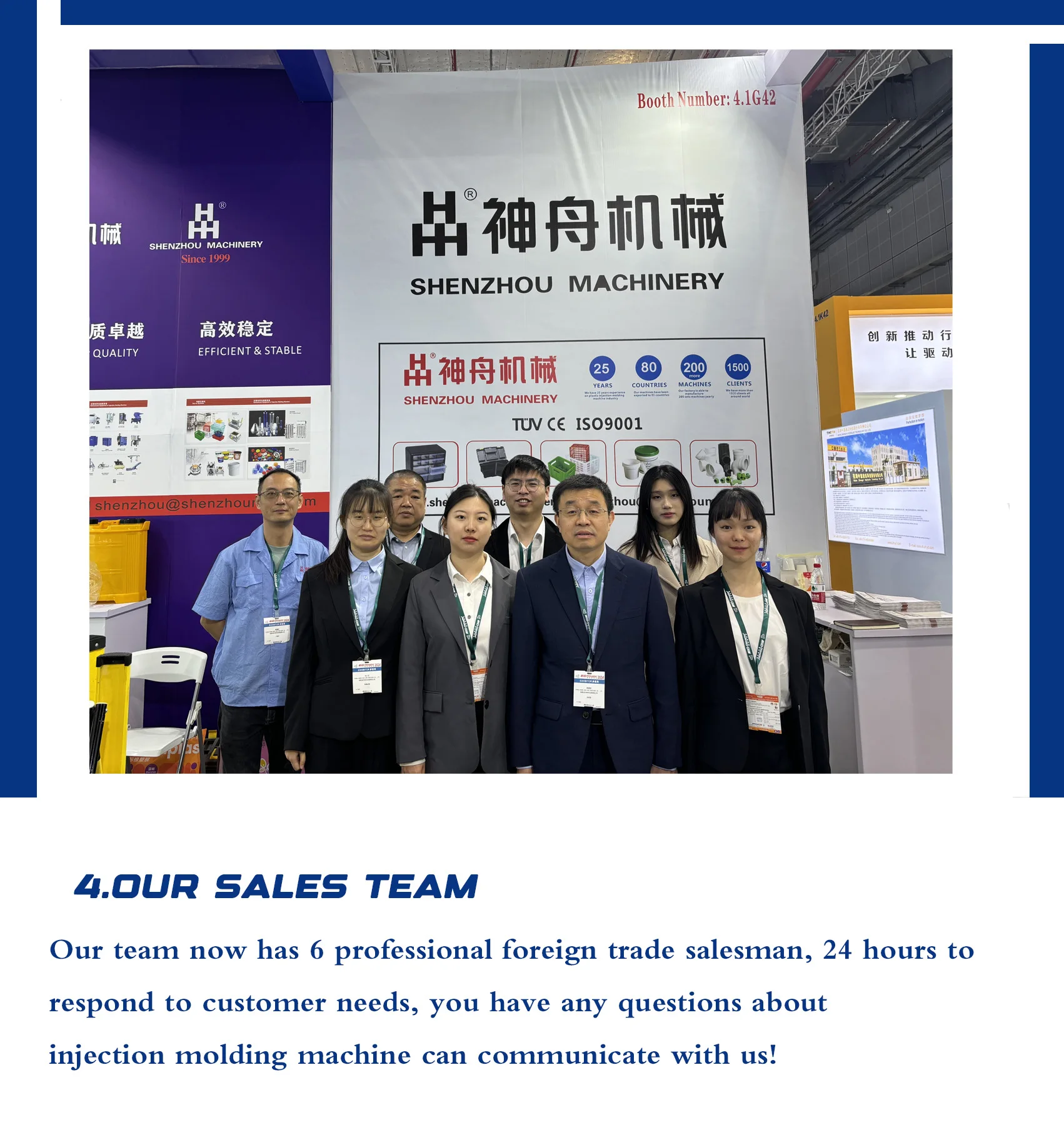
Informations sur l'entreprise




Paramètre technique
article de collection |
unité de mesure |
SZ—2400A |
|||||||
unité d'injection de carburant |
|||||||||
螺杆直径 |
Diamètre de vis |
mm |
55 |
60 |
65 |
||||
螺杆长径比 |
RAPPORT DU COUVERCLE À VIS |
L/D |
22.9 |
21 |
19.4 |
||||
理论注射容积 |
Volume de injection théorique |
Cm3 |
665 |
791 |
929 |
||||
leçon de lecture (PS) |
POIDS DU TIR (PS) |
g |
605 |
720 |
845 |
||||
le monde est en danger |
Pression d'injection |
MPa |
210 |
176 |
150 |
||||
理论注射速率 (PS料) |
DÉBIT D'INJECTION THÉORIQUE (PS) |
g/s |
176.5 |
210 |
245 |
||||
leçon de lecture (PS) |
CAPACITÉ DE PLASTIFICATION |
g/s |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
Couple de vis |
N.m. |
2000 |
||||||
螺杆最高转速 |
VITESSE DE ROTATION MAXIMALE DE LA VIS |
tr/min |
150 |
||||||
le monde de la musique |
Course d'injection |
mm |
280 |
||||||
unité de serrage de la bride |
|||||||||
le monde est différent |
FORCE DE SERRAGE MAX. K |
KN |
2400 |
||||||
le secret de la magie |
COURSE D'OUVERTURE MAX. |
mm |
530 |
||||||
lentille en verre à haute transmission (VxH) |
ESPACE ENTRE LES BARRES DE LIAISON |
mm |
555×555 |
||||||
distance de sécurité minimale (MIN-MAX) |
HAUTEUR DU MOULE |
mm |
200-570 |
||||||
le monde est plein de choses à faire |
Max.jour |
mm |
1100 |
||||||
液压顶出力 |
Force d'éjection |
KN |
61.5 |
||||||
液压顶出行程 |
Course d'éjection |
mm |
135 |
||||||
液压顶出杆总数 |
QUANTITÉ D'ÉJECTEUR |
9 |
|||||||
autre |
|||||||||
le monde de la musique est en plein essor |
Puissance du moteur de pompe |
KW |
22 |
||||||
le monde de la musique est en plein essor |
Pression du moteur |
MPa |
16 |
||||||
le monde de la musique |
Puissance de chauffage |
KW |
18.5 |
||||||
le monde de la musique |
Zone de chauffage |
5 |
|||||||
dimensions du produit (L x l x H) |
Taille |
m |
6.2×1.6×2.1 |
||||||
le monde de la musique |
POIDS À VIDE |
t |
8.0 |
||||||
油箱容积 |
Capacité du réservoir d'huile |
L |
440 |
||||||
le monde est en danger |
DÉSIGNATION INTERNATIONALE |
2400—1390 |
|||||||
Exposition



FAQ
1.Q : Êtes-vous une usine ou une société commerciale ? R : Intégration industrielle et commerciale, nous fournissons des produits de qualité à prix d'usine. Bienvenue ! 2.Q : Comment votre usine gère-t-elle le contrôle qualité ? R : « La qualité est notre priorité. Nous attachons une grande importance au contrôle qualité du début à la fin et disposons d'un service de contrôle qualité dédié. » 3. Q : Quels sont vos délais de livraison habituels ? R : Les délais de livraison habituels de notre entreprise varient de 25 à 35 jours après réception de la commande. Nous disposons également de locaux et d'ingénieurs indépendants pour traiter les commandes plus urgentes, qui peuvent être expédiées sous deux semaines. 4. Q : Quel est le prix ? R : Nous vous proposerons une estimation du coût et le meilleur prix. Nous vous garantissons la meilleure qualité de produit et un service après-vente optimal au même prix. Nos anciens clients bénéficieront de tarifs plus avantageux. 5. Q : En quoi votre machine est-elle différente des autres ? R : Nous avons optimisé la disposition générale de chaque pièce pour un fonctionnement optimal et une durée de vie prolongée. Les pièces de qualité supérieure portent des marquages exclusifs, ce qui facilite le remplacement et l'utilisation. 6. Q : Où est située votre usine ? Comment puis-je la visiter ? R : Notre usine est située à Shenzhou Machinery, n° 22. Zhenbei Road, ville de Fenghuang, Zhangjiagang, Chine. Tous nos clients, nationaux et internationaux, sont les bienvenus !
N'hésitez pas à nous envoyer des échantillons ; nous personnaliserons pour vous des machines de haute qualité ! Nous vous souhaitons une excellente continuation !