


Пластик бутылкалардын камалары үчүн инъекциялык калыптоо машинасы
Пластмасса чыбыктын сапы суу чыбыгынын негизги жүктөрдү тартуучу бөлүгү болуп саналат. Бул кичинекей, жогорку бердүүлүктөгү жана жогорку тактуктагы инъекциялык калыптоо деталы. Негизги өндүрүш талаптары - трещинадан ары болушу, жүк тийгенде деформацияланбашы, чыбыктын денеси үчүн так өлчөмү туура келиши жана сырткы түрүндө кемчиликтер болбошу керек. Бир вақытта ал массалык чоң өндүрүш керектери үчүн жарамдуу.
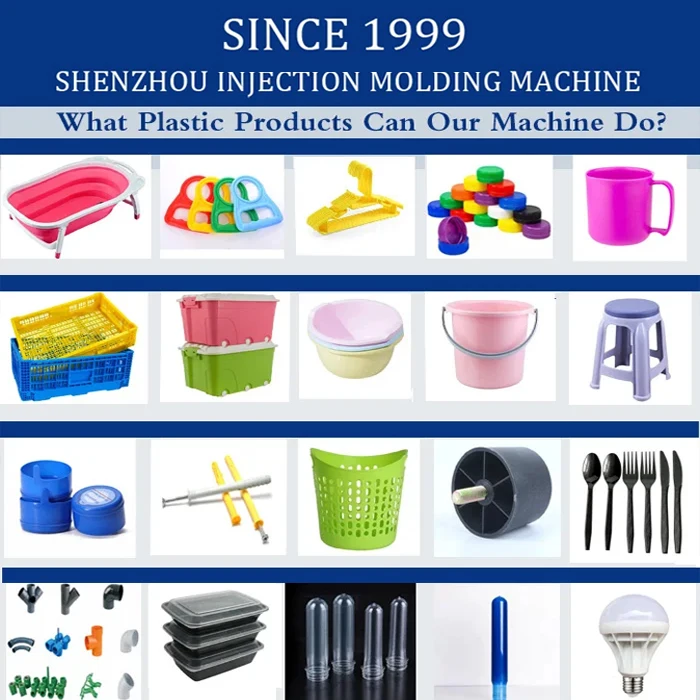
Сүрөттөмө
Ведёркодо кол коюу формалары үчүн өзгөчө талаптар
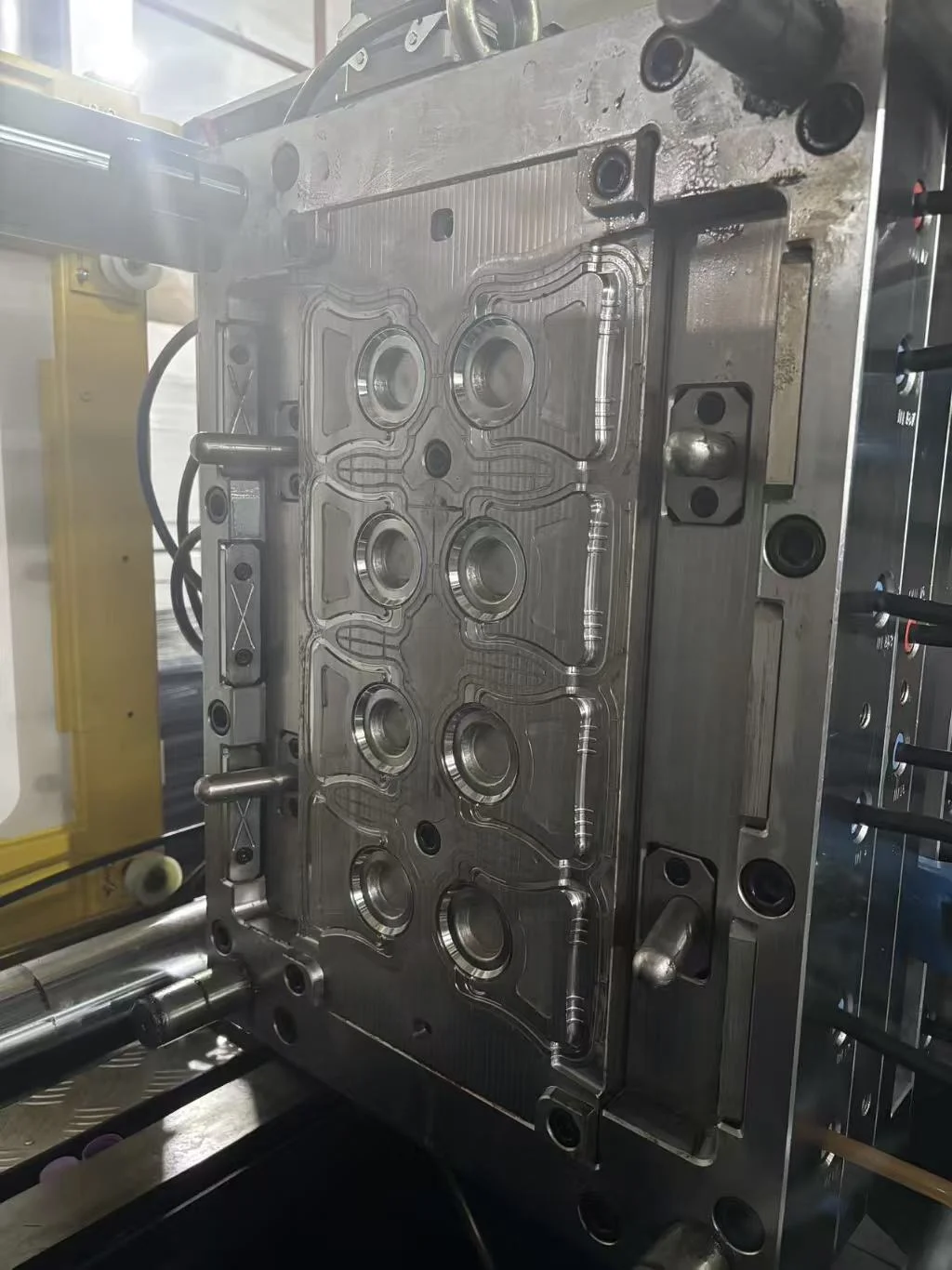
Кол коюу формасы массалык өндүрүштүн негизи болуп саналат. Көп оймо чөйрөлүү долбоор, жогорку бердектүүлүктөгү оймо жана жөнөкөй алуу – бул негизги факторлор. Бардык талаптар "жогорку өндүрүш, кемчиликсиз продукт жана узак иштөө мөөнөтү" деген максатта биригет жана алардын эч бири камтылбашы керек эмес.
Оймо долбоору : Ар түрдүү моделдорго ылайык келүү үчүн көп оймолорду биринчи баскычка коюңуз
Оймо долбоору : Ар түрдүү моделдорго ылайык келүү үчүн көп оймолорду биринчи баскычка коюңуз
Кичине кол коюу бөлүктөрү көп оймолуу массалык өндүрүшкө жарамдуу жана бааны төмөндөтүүнүн негизи болуп саналат: 80т моделди 16-24 оймо, 120-160т моделди 32-48 оймо, ал эми 200т моделди 64 оймого чейин камсыз кылууга болот. Оймолордун саны көп болсо ошончо жакшы деп кароо керек эмес. Эримеген материал ар бир оймого бирдей таратарын камсыз кылып, кээ бир оймолордо материалдын жетишсиздиги же кысуусун болгонун керек эмес.
Форманын материалы жана циландкалуу : Бердектүүлүк жана сырткы түрдү тең сактоо
Ойук/негиз 718H алдын-ала катууланган болоттон (чыгым-маанийлуулук чени) /S136 эритмелерди камтый турган болоттон (азык-чечектүү), кертүүлүүлүгү HRC48-52, изилбөө жана таасирге туруктуу. Калыптын иштөө мөөнөтү ≥3 миллион цикл, узак мөөнөттүү массалык өндүрүштө изилбейт.
Ойук бети Ra0.4-0.8μm чейин цилимделген, тегиз, четке чыгып турган бурчтары жок, саптын бетинде сызыктар жана калыпка жабышууну болдуруусуна жол бербейт. Азык-чечектик ведро сапы S136 менен айнектүү цилимделүүсү керек, GB4806/FDA стандарттарына ылайык, зыяндуу заттар бөлүнбөйт.
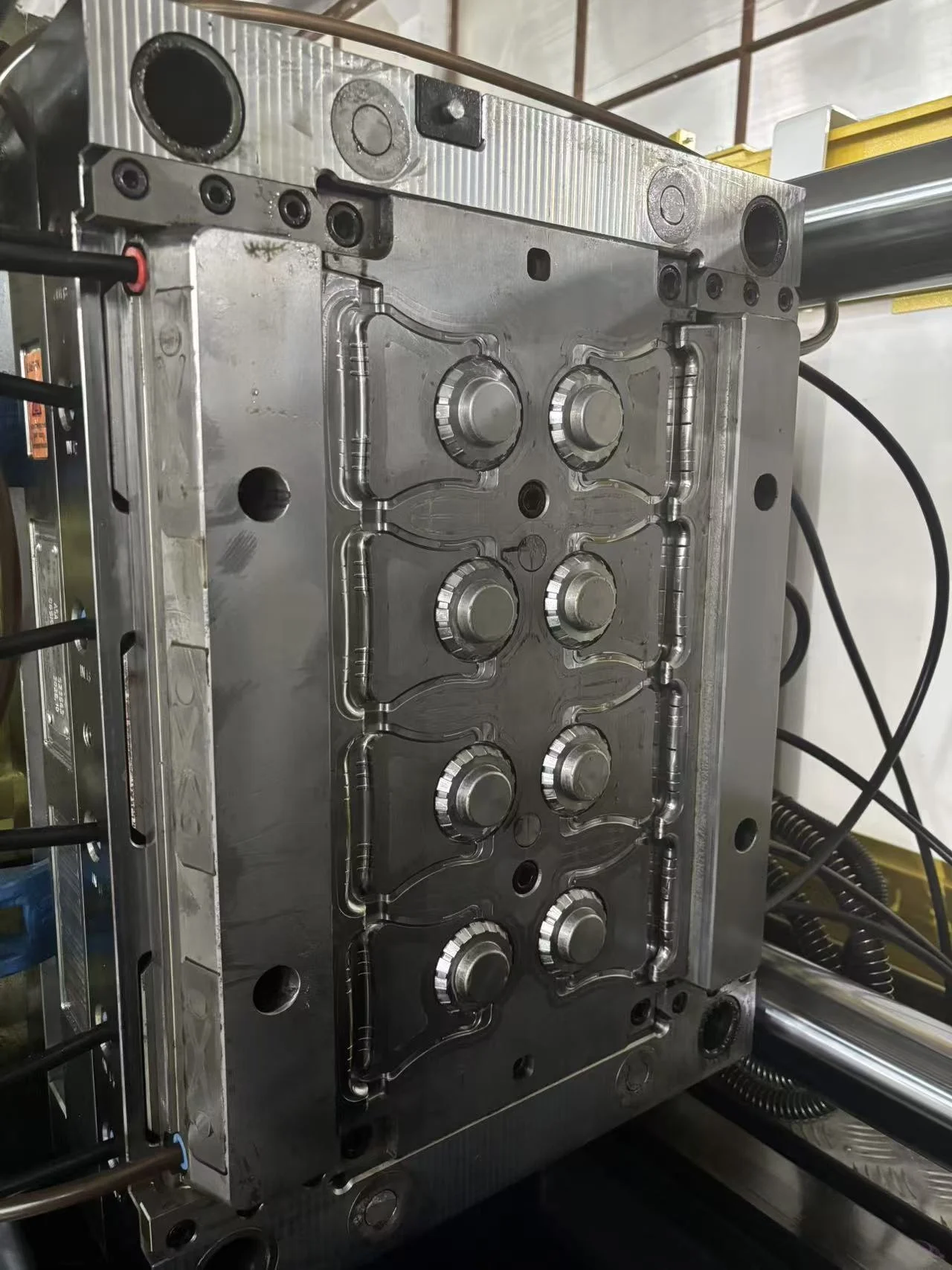
Конструкциялык долбоор: Өндүрүштүк кыйынчылыктарды жоюу үчүн 3 негизги деталь
1. Тармақ: Нүктелік же жаңырык тармактарды колдонуу үстөмдүк кылынат, алар камтамактын тамырында (жүктөлбөгөн/тикеше аймагында) жайгашкан. Тармак издери чоң эмес, кошумча кыркууга муктаж эмес жана сырт көрүнүшүнө же жүк көтөрүүчү кабылдуулугуна таасир этпейт. Ызгоо концентрлениши менен сызып калууну болтурбоо үчүн камтамактын жүктөлүүчү бөлүгүнө тармак ачууга тыюу салынат.
2. Формадан чыгаруу: Формадан чыгаруу үчүн эскиндирүү чыбыктары менен пружинкалуу чыбыктардын аралашы колдонулат. Эскиндирүү чыбыктары камтамактын ички жагында бир учурунан таратылган, демолдинг учурунда бузулуп кетүүнү жана деформацияланууну болтурбоо үчүн бир учуруктуу күч түшүрөт. Моделерде 1-2° бурчтагы формадан чыгаруу ээгиси бар, демолдингди жөнөкөйлөтүп, автоматтык деталь чыгаруу үчүн туурасынан механикалык колго туташтырып коюуга болот.
3.Салкындатуу: Калыптын суу каналдары ойлошко жакын орунда, ар бир ойлош үчүн жеке салкындатууну камсыз кылат. Суу каналдары бутакталбай, тоскоолсуз өтөт жана калып температурасы бир учурунда бирдей жана туруктуу болот. Бул формалош циклин кыскартат жана саккалардын теңсиз салкындатуудан келип чыгып бүлүшүнө же деформациялануусуна жол бербейт.
Форманын материалы жана циландкалуу : Бердектүүлүк жана сырткы түрдү тең сактоо
Ойук/негиз 718H алдын-ала катууланган болоттон (чыгым-маанийлуулук чени) /S136 эритмелерди камтый турган болоттон (азык-чечектүү), кертүүлүүлүгү HRC48-52, изилбөө жана таасирге туруктуу. Калыптын иштөө мөөнөтү ≥3 миллион цикл, узак мөөнөттүү массалык өндүрүштө изилбейт.
Ойук бети Ra0.4-0.8μm чейин цилимделген, тегиз, четке чыгып турган бурчтары жок, саптын бетинде сызыктар жана калыпка жабышууну болдуруусуна жол бербейт. Азык-чечектик ведро сапы S136 менен айнектүү цилимделүүсү керек, GB4806/FDA стандарттарына ылайык, зыяндуу заттар бөлүнбөйт.
Конструкциялык долбоор: Өндүрүштүк кыйынчылыктарды жоюу үчүн 3 негизги деталь
1. Тармақ: Нүктелік же жаңырык тармактарды колдонуу үстөмдүк кылынат, алар камтамактын тамырында (жүктөлбөгөн/тикеше аймагында) жайгашкан. Тармак издери чоң эмес, кошумча кыркууга муктаж эмес жана сырт көрүнүшүнө же жүк көтөрүүчү кабылдуулугуна таасир этпейт. Ызгоо концентрлениши менен сызып калууну болтурбоо үчүн камтамактын жүктөлүүчү бөлүгүнө тармак ачууга тыюу салынат.
2. Формадан чыгаруу: Формадан чыгаруу үчүн эскиндирүү чыбыктары менен пружинкалуу чыбыктардын аралашы колдонулат. Эскиндирүү чыбыктары камтамактын ички жагында бир учурунан таратылган, демолдинг учурунда бузулуп кетүүнү жана деформацияланууну болтурбоо үчүн бир учуруктуу күч түшүрөт. Моделерде 1-2° бурчтагы формадан чыгаруу ээгиси бар, демолдингди жөнөкөйлөтүп, автоматтык деталь чыгаруу үчүн туурасынан механикалык колго туташтырып коюуга болот.
3.Салкындатуу: Калыптын суу каналдары ойлошко жакын орунда, ар бир ойлош үчүн жеке салкындатууну камсыз кылат. Суу каналдары бутакталбай, тоскоолсуз өтөт жана калып температурасы бир учурунда бирдей жана туруктуу болот. Бул формалош циклин кыскартат жана саккалардын теңсиз салкындатуудан келип чыгып бүлүшүнө же деформациялануусуна жол бербейт.
Өнүмдөрдүн сүрөттөмөсү





үлгүлөр
СЕРТИФИКАТТАР



Компания жөнүндө маалымат




Техникалык параметр
项目 ITEM |
单位UNIT |
SZ—2400A |
|||||||
注射装置 ИНЪЕКЦИЯ БИРДИГИ |
|||||||||
螺杆直径 |
Винттин диаметри |
mm |
55 |
60 |
65 |
||||
螺杆长径比 |
БУРАА КАПКАК КАТЫНАСЫ |
Ж/К |
22.9 |
21 |
19.4 |
||||
理论注射容积 |
Теоретикалык шот колдонулушу |
См3 |
665 |
791 |
929 |
||||
注射质量(PS料) |
АТУУ САЛМАГЫ(PS) |
g |
605 |
720 |
845 |
||||
注射压力 |
Инъекция башындағы басынч |
Mpa |
210 |
176 |
150 |
||||
理论注射速率(PS料) |
ТЕОРИЯЛЫК ИНЪЕКЦИЯЛЫК ТЕЗ(PS) |
г/с |
176.5 |
210 |
245 |
||||
塑化能力(PS料) |
ПЛАСТИКАЦИЯЛАШУУ |
г/с |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
БУРАГАН МОМЕНТ |
Н.М |
2000 |
||||||
螺杆最高转速 |
МАКС.БУРАНЫЧ АЙЛАНЫШЫ |
р/мин |
150 |
||||||
洼射行程 |
Жырмайту көлөгү |
mm |
280 |
||||||
合模装置 CLAMPING UNIT |
|||||||||
合模力 |
МАКС.КЫСУУ КҮЧҮ К |
KN |
2400 |
||||||
移模行程 |
MAX.OPENING СТРУКА |
mm |
530 |
||||||
拉杆有效间距(VxH) |
ГАЛСТУКТАРДЫН АРАСЫНДА |
mm |
555×555 |
||||||
允许模厚(MIN-MAX) |
КӨГҮН БИЙИКТИГИ |
mm |
200-570 |
||||||
模板最大开距 |
Эң чоң күнөй тааны |
mm |
1100 |
||||||
液压顶出力 |
Эжектордук кооч |
KN |
61.5 |
||||||
液压顶出行程 |
Эжектордук колдонуш |
mm |
135 |
||||||
液压顶出杆总数 |
ЭЖЕКТОРДУН САНЫ |
9 |
|||||||
其它 БАШКА |
|||||||||
油泵电动机功率 |
Пумпанын моторунун күчү |
КВт |
22 |
||||||
油泵最高压力 |
Пумпанынг мөчү |
Mpa |
16 |
||||||
料简加热功率 |
Иштетүү күчү |
КВт |
18.5 |
||||||
加热区段 |
ЖЫЛУУЧУ ЗОН |
5 |
|||||||
机器外形(LxWxH) |
Өлчөмү |
м |
6.2×1.6×2.1 |
||||||
机器净重 |
Таза салмак |
т |
8.0 |
||||||
油箱容积 |
Май резервуарынын сыйымдылыгы |
L |
440 |
||||||
国际公认型号 |
ЭЛ АРАЛЫК ДАЯН |
2400—1390 |
|||||||
Көргөзмө



ККБ
1.Q: Сиз фабрика же соода компаниясы болуп саналат? A: Өнөр жай жана соода интеграциясы, биз заводдун баасын жакшы сапат менен камсыз кылабыз, келүүгө кош келиңиз! 2.Q: Сиздин фабрика сапатты көзөмөлдөө боюнча кандай кылат? A: "Сапат артыкчылыктуу болуп саналат. Биз ар дайым эң башынан аягына чейин сапатты көзөмөлдөөгө чоң маани беребиз жана бизде сапатты көзөмөлдөө бөлүмү бар. 3.Q: Сиздин нормалдуу убакыттарыңыз кандай? Ж: Биздин компаниянын типтүү коргошун убактысы заказды алгандан кийин 25-35 күн аралыгында. Бизде дагы шашылыш заказдарды чечүү үчүн көз карандысыз жайлар жана инженерлер бар, алар жуманын ичинде жөнөтүлүшү мүмкүн. Ж: Биз сизге эң жакшы продукциянын сапатын жана ошол эле баада сатуудан кийинки тейлөөнү камсыздайбыз. 5.С: Сиздин машинаңыз башка ишканалардан эмнеси менен айырмаланат? 6.Q: Сиздин фабрика кайда барсам болот A: Биздин фабрика Shenzhou Machinery, № 22 Zhenbei Road, Fenghuang Таун, Кытайда жайгашкан? Биздин бардык кардарларыбыз, үйдөн же чет өлкөдөн, бизге келүүгө жылуу кабыл алабыз!
Бизге үлгүлөрдү жөнөтүүгө чакырабыз, биз сиз үчүн жогорку сапаттагы машиналарды ыңгайлаштырабыз! Сизге эң жакшы каалоолор!