


Пластичне боце ручевице Убризгавање машина
Пластична ручка ведра је основна компонента ведра за воду. То је мали, јак и прецизан инјекциони делови. Основни захтеви производње су да испуњава стандард чврстоће без пуцања, да не деформише под оптерећењем, да има прецизну величину која одговара телу коцке и да нема дефеката у изгледу. Истовремено, погодан је за потребе за масовном производњом у великом обиму
Опис
Исклучиве захтеве за калупе за ручку
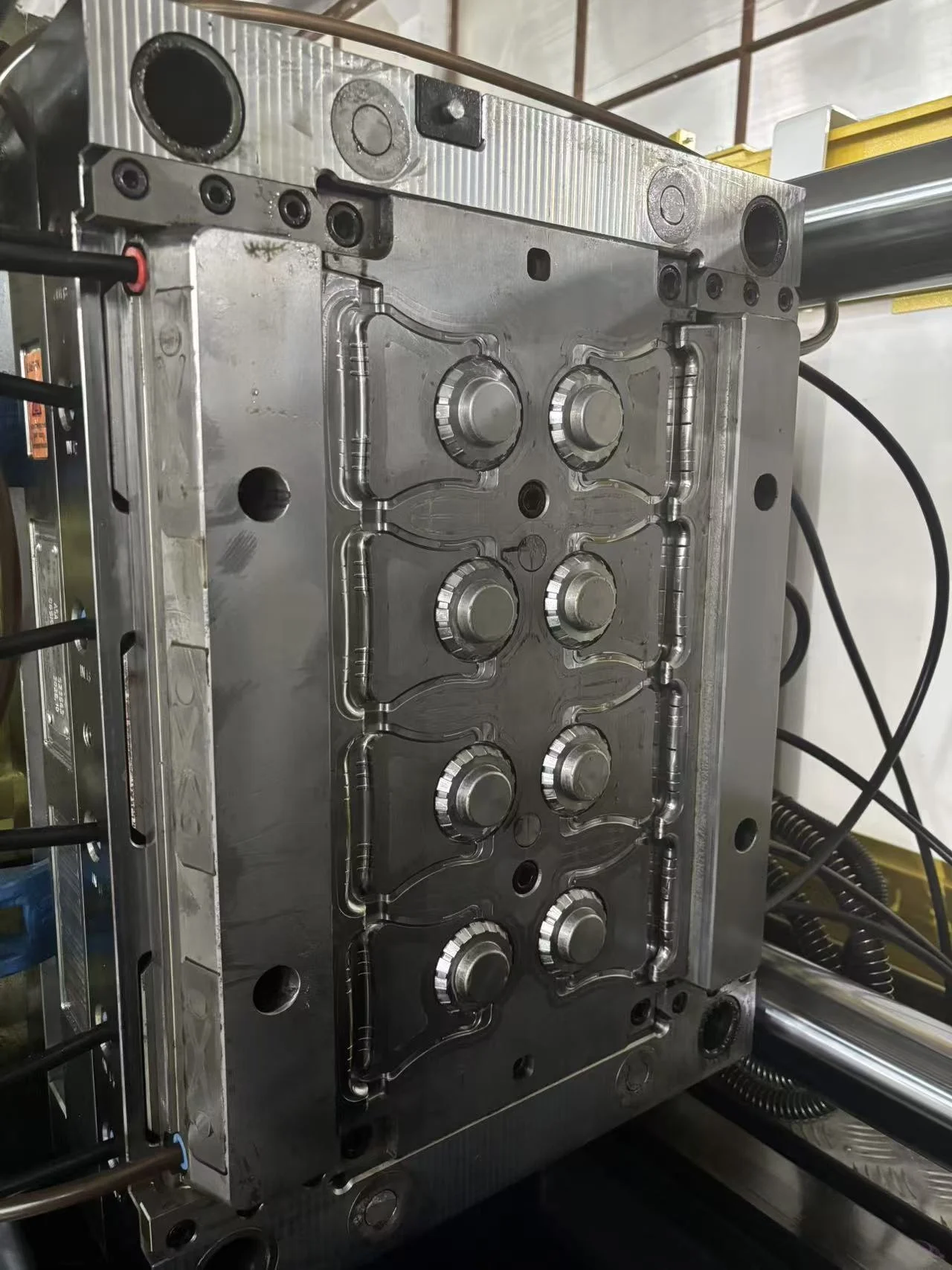
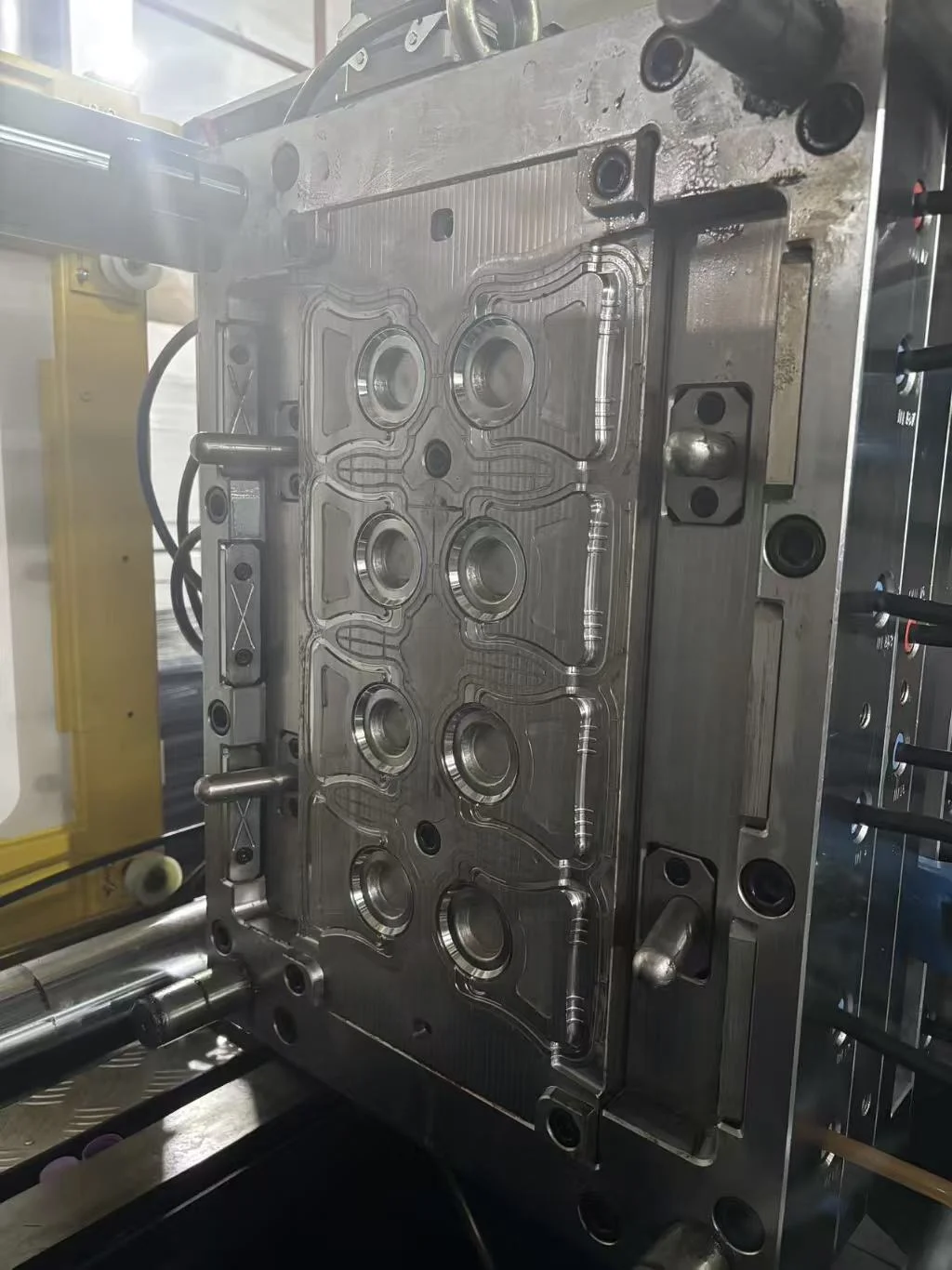
Облик за ручку је кључ за масовну производњу. Дизајн са више шупљина, шупљина високе чврстоће и глатко одвлачење су суштина. Сви захтеви се врте око "високе капацитете, нуле дефектних производа и дугог трајања", и ниједан од њих не може нестати.
Дизајн шупљине : Приоритетно одредите више костију како бисте се прилагодили различитим моделима.
Дизајн шупљине : Приоритетно одредите више костију како бисте се прилагодили различитим моделима.
Мали делови за ручку погодни су за масовну производњу више куповина и представљају језгро смањења трошкова: модел од 80 т је компатибилан са 16-24 куповина, модел од 120-160 т је компатибилан са 32-48 куповина, а модел од 200 т може постићи 64 куповина Број кариес није нужно што је више боље. Неопходно је осигурати да се растворени материјал равномерно распореди у свакој шупљини како би се избегао недостатак материјала и смањење у неким шупљинама.
Материјал за калупу и полирање : уравнотежујући трајност и изглед
Кавотитет/језгро је направљен од 718Х презаврзаног челика (поредок трошкова и перформанси) /С136 нержавећег челика (хранилац), са тврдошћу од HRC48-52, која је отпорна на зношење и ударе. Живот калупа је ≥ 3 милиона циклуса и неће се издржвати током дугорочне масовне производње.
Површина шупљине је полирана на Ra0.4-0.8μm, глатка без мртвих углова, како би се спречиле гребење и лепило на површини ручке. Ручка за канте за храну треба да буде огледално полирана С136, у складу са стандардима GB4806/FDA, и не испуштају се штетне супстанце.
Структурни дизајн: 3 кључна детаља за елиминисање производних потешкоћа
1.Врата: Приоритетно одаберете тачкова врата или латентна врата, која се налазе на корену ручке (не-носећи/контактно подручје). Знаци капи су мали, не захтева се секундарно обрезивање и то не утиче на изглед или оптерећење. Забрањено је отварање капије на делу ручке који носи снагу како би се избегла концентрација стреса и крхко пуцање.
2.Одмолдање: Комбинација избацачких игља и пружњачких игља се користи за одмолдање. Ејекторски пинови су равномерно распоређени на унутрашњој страни ручке, пружајући конзистентну снагу како би се спречило оштећење и деформација током демолдажања. Форма долази са нагибом од 1-2 °, што осигурава глатко одвлачење и може се директно повезати са механичком руком за аутоматско уклањање делова.
3.Хлађење: Водни канали калупа су близу шупљине, обезбеђујући независно хлађење за сваку шупљину. Водни канали су неометани без мртвих углова, а температура калупа је једнака и стабилна. То скраћује циклус личења и спречава деформацију ручке због неједнаког хлађења.
Материјал за калупу и полирање : уравнотежујући трајност и изглед
Кавотитет/језгро је направљен од 718Х презаврзаног челика (поредок трошкова и перформанси) /С136 нержавећег челика (хранилац), са тврдошћу од HRC48-52, која је отпорна на зношење и ударе. Живот калупа је ≥ 3 милиона циклуса и неће се издржвати током дугорочне масовне производње.
Површина шупљине је полирана на Ra0.4-0.8μm, глатка без мртвих углова, како би се спречиле гребење и лепило на површини ручке. Ручка за канте за храну треба да буде огледално полирана С136, у складу са стандардима GB4806/FDA, и не испуштају се штетне супстанце.
Структурни дизајн: 3 кључна детаља за елиминисање производних потешкоћа
1.Врата: Приоритетно одаберете тачкова врата или латентна врата, која се налазе на корену ручке (не-носећи/контактно подручје). Знаци капи су мали, не захтева се секундарно обрезивање и то не утиче на изглед или оптерећење. Забрањено је отварање капије на делу ручке који носи снагу како би се избегла концентрација стреса и крхко пуцање.
2.Одмолдање: Комбинација избацачких игља и пружњачких игља се користи за одмолдање. Ејекторски пинови су равномерно распоређени на унутрашњој страни ручке, пружајући конзистентну снагу како би се спречило оштећење и деформација током демолдажања. Форма долази са нагибом од 1-2 °, што осигурава глатко одвлачење и може се директно повезати са механичком руком за аутоматско уклањање делова.
3.Хлађење: Водни канали калупа су близу шупљине, обезбеђујући независно хлађење за сваку шупљину. Водни канали су неометани без мртвих углова, а температура калупа је једнака и стабилна. То скраћује циклус личења и спречава деформацију ручке због неједнаког хлађења.
Опис производа





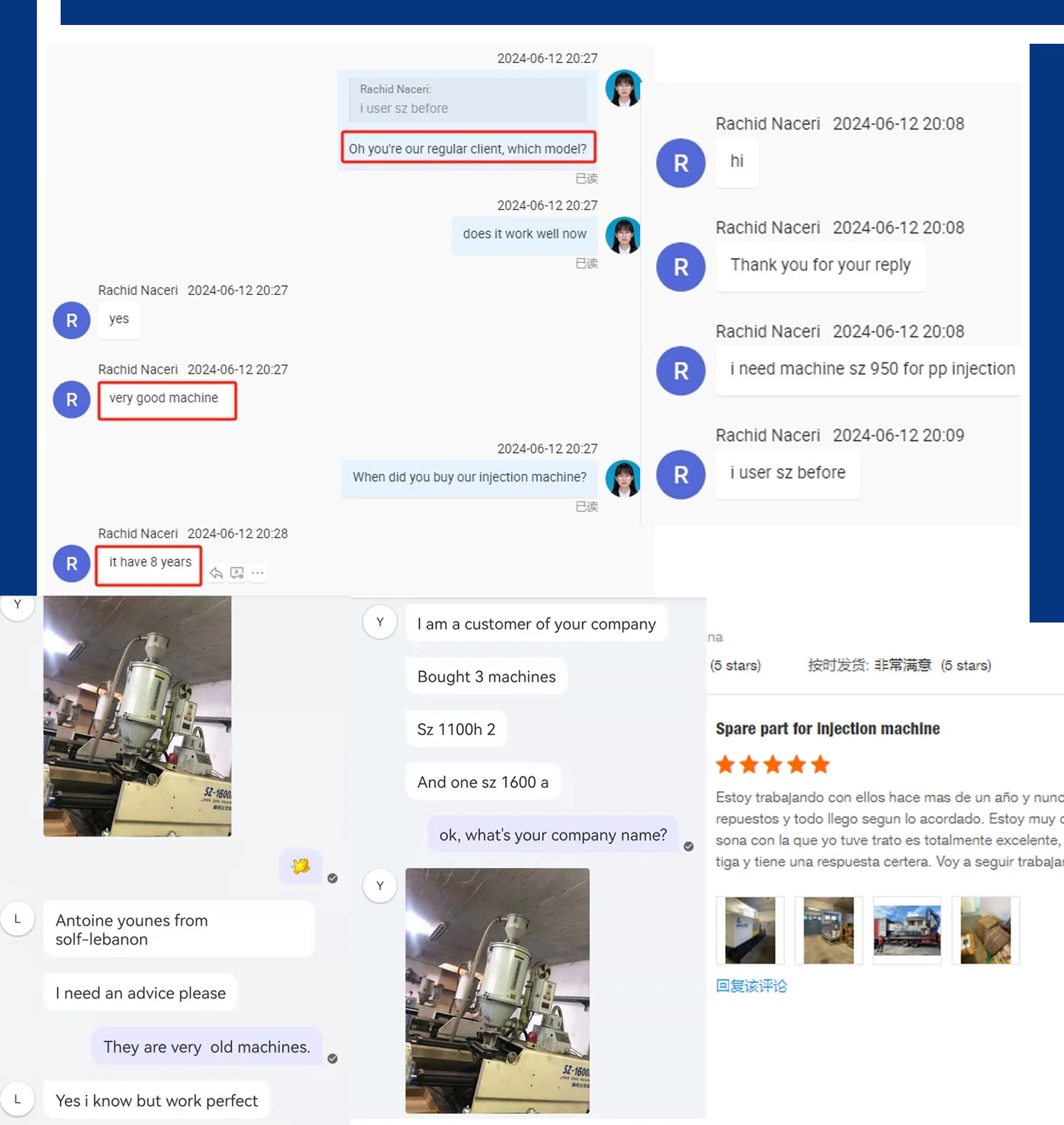
прегледи
Сертификације



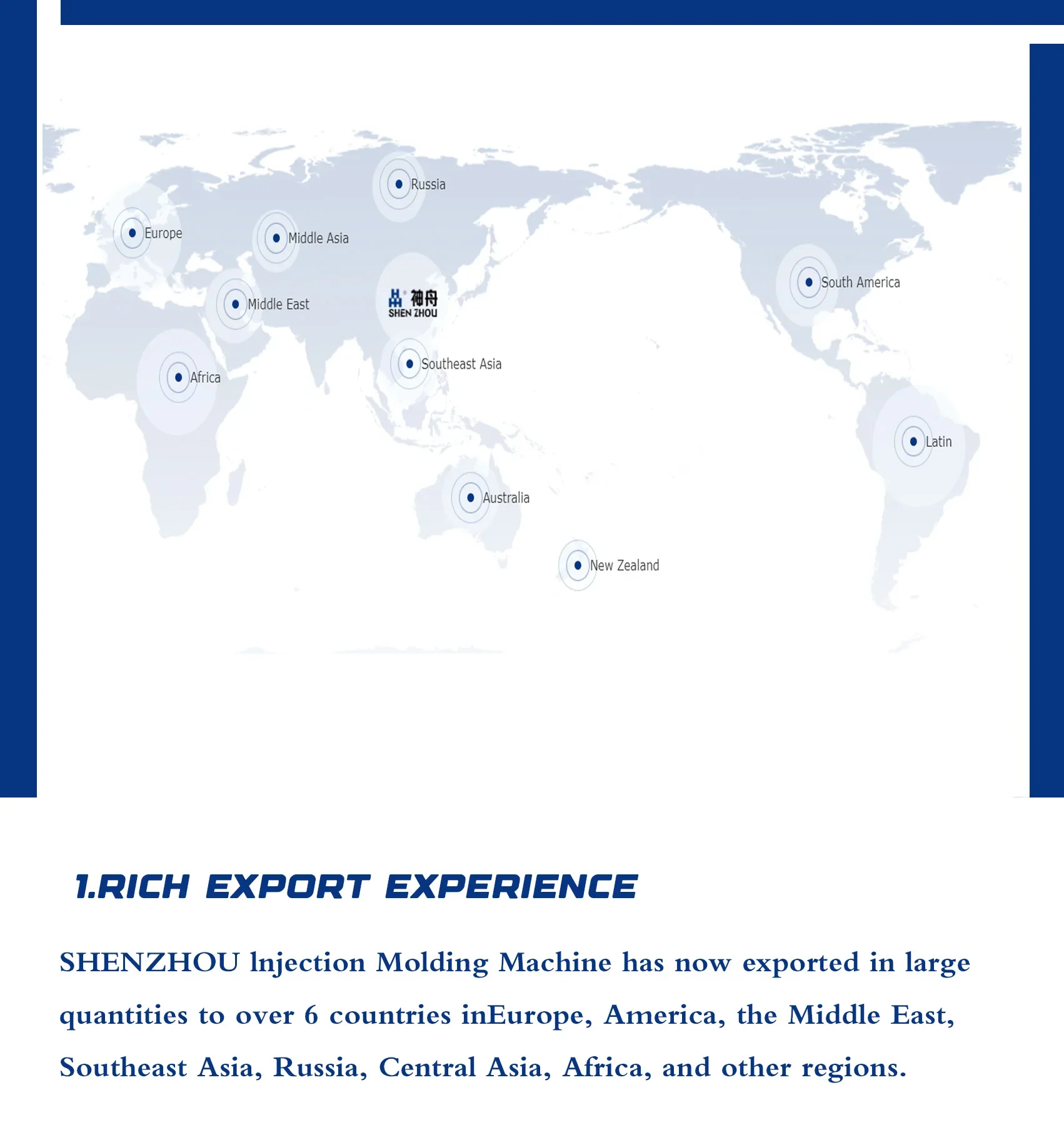
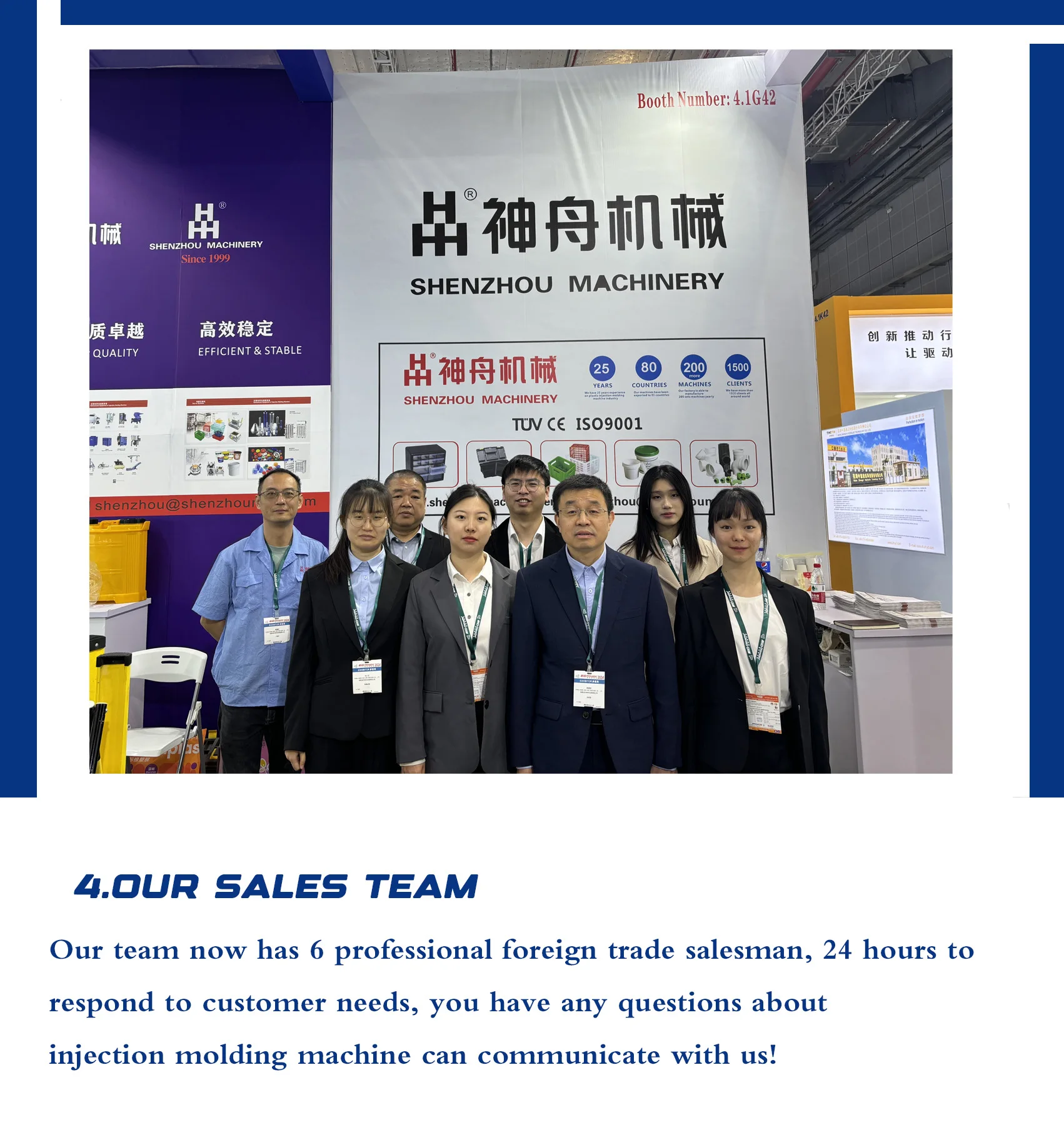
Информације о компанији




Технички параметар
项目 ИТЕМ |
单位Единица |
СЗ2400А |
|||||||
инжекционо уређај |
|||||||||
螺杆直径 |
Дијаметар вијака |
мм |
55 |
60 |
65 |
||||
螺杆长径比 |
Однос вијача |
Л/Д |
22.9 |
21 |
19.4 |
||||
теоријски инжекциони капацитет |
Теоретска количина упрљања |
Cm3 |
665 |
791 |
929 |
||||
инжекција квалитет (PS материја) |
Тежина удара ((PS) |
г |
605 |
720 |
845 |
||||
инжекциони притисак |
Убризгавање притиска |
МпА |
210 |
176 |
150 |
||||
теоретска брзина инжекције (PS料) |
Теоретска стопа инжекције ((PS)) |
г/с |
176.5 |
210 |
245 |
||||
пластификација способност (пс материја) |
КАПАСИТЕТ ПЛАСТИЦИЦИИ |
г/с |
26.4 |
32.5 |
40 |
||||
螺杆驱动扭矩 |
Вртни момент вијака |
Н.м. |
2000 |
||||||
螺杆 највиши вртачки брзина |
Максимална брзина ротације вијака |
r/min |
150 |
||||||
射行程 |
Инјекциони удар |
мм |
280 |
||||||
合模装置 КЛАМПИНГ УНИТ |
|||||||||
合模力 |
Максимална сила за запртње K |
KN |
2400 |
||||||
移模行程 |
Максимални.Отварачки удар |
мм |
530 |
||||||
拉杆有效间距 (VxH) |
ПРЕДСТАНЕ између пруга |
мм |
555×555 |
||||||
允许模厚 ((MIN-MAX) |
Висина калупа |
мм |
200-570 |
||||||
模板最大开距 |
Макс.Дневна светлост |
мм |
1100 |
||||||
液压顶出力 |
Сила избацача |
KN |
61.5 |
||||||
液压顶出行程 |
Ејектора удар |
мм |
135 |
||||||
液压顶出杆总数 |
КОНУНТИТЕТ ИЕКСЕТОРА |
9 |
|||||||
други |
|||||||||
油 електрични мотори |
Мощност мотора за пумпу |
КВ |
22 |
||||||
油 највиши притисак |
Натисак пумпе |
МпА |
16 |
||||||
料简加热功率 (материјална јачина) |
Топлина |
КВ |
18.5 |
||||||
加热区段 |
ОТПРЕДНА ЗОНА |
5 |
|||||||
机器外形 (LxWxH) |
Величина |
м |
6.2×1.6×2.1 |
||||||
机器净重 |
Нето тежина |
т |
8.0 |
||||||
油箱容积 |
Капацитет резервоара за уље |
Л |
440 |
||||||
међународно признати модел |
Међународни назив |
2400—1390 |
|||||||
Изложба



Често постављене питања
1.П: Да ли сте фабрика или трговачка компанија? О: Индустрија и трговина интеграција, ми испоручујемо фабричку цену са добрим квалитетом, добродошли да посетите! 2.П: Како ваша фабрика ради у погледу контроле квалитета? О:"Квалитет је приоритет. Ми увек придајемо велики значај контроли квалитета од самог почетка до самог краја и имамо посвећен одјељење за контролу квалитета. 3.П:Како су ваша нормална времена за извршење? О:Наша компанија типична радова времена се крећу од 25-35 дана након пријема налога. Такође имамо независне локације и инжењере за руковање са хитним наруџбинама, које се могу испоручити у року од 2 недеље. 4.П:О цене? О: Процењивати ћемо трошкове и пружити вам најбољу цену. Можемо вам гарантовати најбољи квалитет производа и услугу након продаје по истој цени. Стари купци ће уживати у више поштењивања цена. 5.П:Како се ваша машина разликује од других компанија? Мили делови имају ексклузивне ознаке, што корисницима омогућава да замените делове и да их користите. 6.П:Где се налази ваша фабрика? Како да тамо посетим? О: Наша фабрика се налази у Шенџоу Машинери, број 22 Зенбеи Роад, Фенгхуанг Таун, Цхангцхиаганг Цити Кина. Сви наши клијенти, из куће или из иностранства, су топло добродошли да нас посете!
Добродошли сте да нам пошаљете узорке, ми ћемо прилагодити висококвалитетне машине за вас! Најбоље жеље за вас!