Дарек
#1062 Зенбей жолу, Сизханг, Фэнхуан катасы, Жанжиягач шаары, Жыянсу, Чына
Электрондук почта
Мобилдик
Тегинсиз саясат талап кылыңыз
Биздин өкүлүбүз жакында сизге кайрылат.





| Товар | Бирдик | SZ—1300A | ||
| Чакыртуу бөлүгү | ||||
| Винттин диаметри | mm | 35 | 40 | 45 |
| БУРАА КАПКАК КАТЫНАСЫ | Ж/К | 24 | 21 | 18.7 |
| Теоретикалык шот колдонулушу | См3 | 173 | 226 | 286 |
| АТУУ САЛМАГЫ(PS) | g | 158 | 206 | 260 |
| Инъекция башындағы басынч | Mpa | 235 | 180 | 142 |
| ТЕОРИЯЛЫК ИНЪЕКЦИЯЛЫК ТЕЗ(PS) | г/с | 110 | 143 | 181 |
| ПЛАСТИКАЦИЯЛАШУУ | г/с | 13.8 | 19.7 | 27.1 |
| БУРАГАН МОМЕНТ | Н.М | 740 | ||
| МАКС.БУРАНЫЧ АЙЛАНЫШЫ | р/мин | 250 | ||
| Жырмайту көлөгү | mm | 180 | ||
| БАСЫРУУ БИНИ | ||||
| МАКС.КЫСУУ КҮЧҮ К | KN | 1300 | ||
| MAX.OPENING СТРУКА | mm | 400 | ||
| ГАЛСТУКТАРДЫН АРАСЫНДА | mm | 420×420 | ||
| КӨГҮН БИЙИКТИГИ | mm | 160-440 | ||
| Эң чоң күнөй тааны | mm | 840 | ||
| Эжектордук кооч | KN | 31.4 | ||
| Эжектордук колдонуш | mm | 100 | ||
| ЭЖЕКТОРДУН САНЫ | 5 | |||
| Башка | ||||
| Пумпанын моторунун күчү | КВт | 13 | ||
| Пумпанынг мөчү | Mpa | 16 | ||
| Иштетүү күчү | КВт | 9.2 | ||
| ЖЫЛУУЧУ ЗОН | 4 | |||
| Өлчөмү | м | 4.7×1.25×1.85 | ||
| Таза салмак | т | 4.3 | ||
| Май резервуарынын сыйымдылыгы | L | 360 | ||
| ЭЛ АРАЛЫК ДАЯН | 1300—410 | |||
Колдонуу ортосунун талаптарына ылайык (мисалы, суу өткөрбөө, ото төгүлбөө жана жылуулукка туруктуулук), ар кандай материалдарды тандаш керек.
ПВХ (поливинил хлорид): Жогорку чыгымдык сапат, жакшы изоляция, ички кuru ортодо колдонууга ылайык (мисалы, үй жагындагы электр сымдары).
ABS смола: Күчтүү соокко туруктуу, гладкая бет, индустриялык жабдыктарда же айдаш керек болгон учурларда көп колдонулат.
PC (поликарбонат): Жогорку температурага туруктуу (-40℃ ден 120℃ чейин), ультракүлөккө туруктуу, сырткы же жогорку температурадагы ортодо колдонууга ылайык (мисалы, көчө лампасынын сымдары).
PP (полипропилен): Химиялык коррозияга туруктуу, нам жана кыш-жылуу жерлерге ылайык (мисалы, лабораториялар, химиялык цехтар).
Продукттун сызмалары боюнча (өлчөмдөр, бекитүү тескелери, герметик жеңилер жана башкалар) 3D формалардын моделдери CAD программасы менен түзүлөт, тактыкты (±0,05 мм чейин) камсыз кылуу үчүн жана жыйынтыктагы оңолорду болтурбоо үчүн.
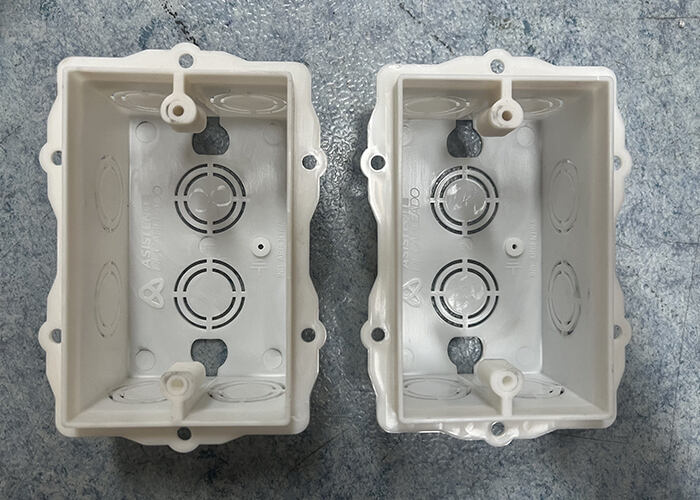
Күйүп чыгаруу өндүрүшү: Аралаштырылган пластмасса гранулалары жылытылып, балкытылат (температурасы материалга жараша 160-250℃), андан кийин күчтүү басым астында форманын ичине күйүп чыгарылат. Суу салгандан жана катууланганан кийин формадан алынып, корпустор жана крышкалар сыяктуу бөлүктөр алынат.
Аякталуу процесси: Калдыктарды жана жөнөкөйлөрдү алуу. Белгилүү бир продукттарга тескелер ачуу (сыймык үчүн), герметик саккындарды орнотуу (сууга каршы төзгүмдүүлүктү арттыруу үчүн), же этикеткаларды басып чыгаруу (мисалы, техникалык сипаттоолор жана коргоо деңгээлдери) талап кылынат.
#1062 Зенбей жолу, Сизханг, Фэнхуан катасы, Жанжиягач шаары, Жыянсу, Чына
