


Инжекционен формовач за пластмасови електрически водонепроницаеми щитове
|
Единица |
SZ—2400A |
|||
|
Инжекционна единица |
|
|
||
|
Диаметър на винта |
мм |
55 |
60 |
65 |
|
КОЕФИЦИЕНТ НА ВИНТОВИЯ КАПАК |
L/D |
22.9 |
21 |
19.4 |
|
Теоретичен обем на изстрела |
См 3 |
665 |
791 |
929 |
|
ТЕГЛО НА ИЗСТРЕЛ (PS) |
g |
605 |
720 |
845 |
|
Инжекция Налягане |
Мпа |
210 |
176 |
150 |
|
Теоретичен СКОРОСТ НА ИНЖЕКЦИЯТА(PS) |
g/s |
176.5 |
210 |
245 |
|
КАПАЦИТЕТ ЗА ПЛАСТИФИЦИРАНЕ |
g/s |
26.4 |
32.5 |
40 |
|
ВЪРТЯЩ МОМЕНТ НА ВИНТА |
Н.М |
2000 |
||
|
МАКС.СКОРОСТ НА ВЪРТЕНЕ НА ВИНТ |
r/min |
150 |
||
|
Стрел на инжекцията |
мм |
280 |
||
|
ЗАКЛЮЧВАЩ УЗЕЛ |
|
|||
|
МАКС.СИЛА НА ЗАТЯГАНЕ K |
KN |
2400 |
||
|
МАКС.ХОД НА ОТВАРЯНЕ |
мм |
530 |
||
|
РАЗСТОЯНИЕ МЕЖДУ ВРЪЗКИ |
мм |
555×555 |
||
|
ВИСОЧИНА НА МОЛДА |
мм |
200-570 |
||
|
Максимална светлина |
мм |
1100 |
||
|
Изпразваща сила |
KN |
61.5 |
||
|
Изпразващ ход |
мм |
135 |
||
|
КОЛИЧЕСТВО НА ЕЖЕКТОРА |
|
9 |
||
Описание
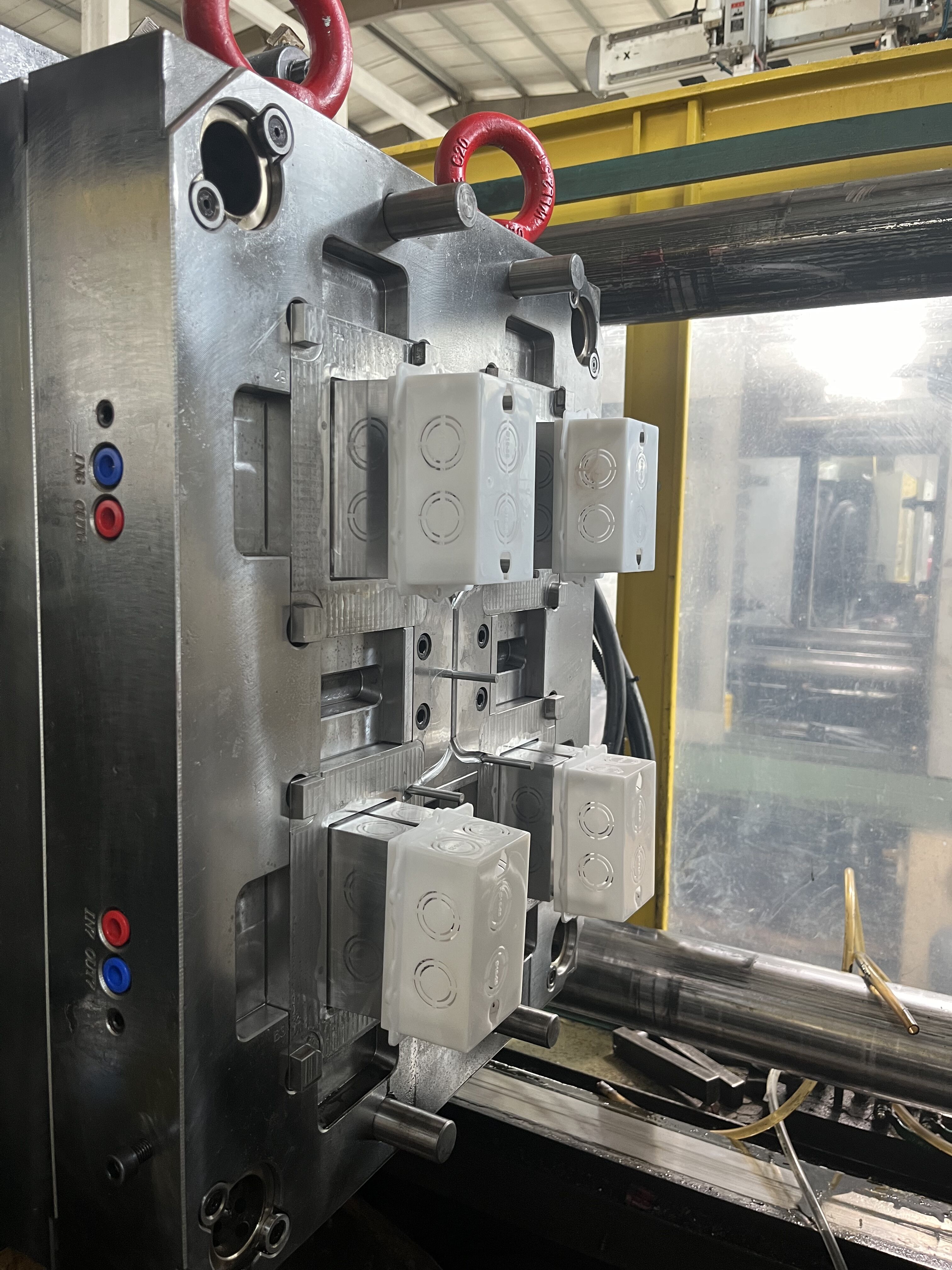
Описание на продукта
При производството на форми за кутии за връзки има много неща, които трябва да се имат предвид, включително проектиране, обработка, избор на материал, повърхностна обработка и т.н. В следствие са посочени конкретни съдържания:
проектиране на форми
1.Анализ на продукта: Получаване на дълбоко разбиране за структурата, изискванията за размерна точност, изискванията за външен вид и размера на производствения брой на кутиите за връзки. Например, за кутии за връзки с особени изисквания за инсталиране, е необходимо да се гарантира, че проектирането на формата може да отговаря на техния степен на съответствие при монтажа.
2. Проектиране на разделящата повърхност: Разумният избор на разделящата повърхност трябва да не само да облеснява обработката на формата и изваждането на частта, но също така да гарантира визуалното качество на кутията за спрегания и да избягва оставяне на следи от разделящата линия върху повърхността.
3. Проектиране на системата за ливане: На базата на формата, размерите и характеристиките на материалите на кутията за спрегания, проектирайте подходяща система за ливане, като например изберете правилните позиции и брой на вратовете, за да се осигури равномерно и бързо запълване на формата с пластмасовата топлина, намалявайки дефектите като сварителни линии.
4. Проектиране на системата за охлаждане: Проектирайте ефективна система за охлаждане, която да охлажда формата равномерно по време на процеса на инжекционно формуване, намалява цикъла на формуване и подобрява производствената ефективност. Дислокацията на канали за охлаждаваща вода трябва да бъде оптимизирана според разпределението на структурната дебелина и формата на кутията за спрегания, за да се избегнат деформации, причинени от неравномерно охлаждане.
Обработка на форми
1.Контрол на точността: През обработката на формата е необходимо строго да се контролира размерната точност и позиционните допуски на всяка част. Например, размерната точност на полето и ядрото трябва да бъде контролирана в рамките на ± 0,05 мм, а повърхностната гладкост трябва да достигне Ra0.8-Ra1.6 μм, за да се гарантира размерната точност и външният вид на качеството на кутията за свързване.
2.Избор на процес: На базата на конструкцията и материала на формата, изберете подходящата технология за обработка, като CNC фрезиране, електрична разрядна обработка, проволочна резка и др. За някои сложни форми и конструкции може да се изисква комбинация от няколко техники за обработка, за да се гарантира качеството и ефективността на обработката.
3. Обработка на електрод: Ако се използва обработка чрез искрово размятане, точността и качеството на електрода имат значително влияние върху крайната точност на формата. За да се гарантира размерната точност и качеството на повърхността на електрода, както и точността на съчетането с формовата полост.
Избор на материал
1. Избор на формова стомана: Изберете подходящ материал за формова стомана според серийния обем на производството на кутията за свързване, характеристики на пластмасовия материал и изискванията за употреба на формата. При големи серийни обеми за формите на кутии за свързване могат да се избират висококачествени формови стомани като P20 и H13, които разполагат с добра износостойкост, корозионна устойчивост и термична стабилност.
2. Тестване на качеството на материала: Придобитите формови стоманени материали трябва да преминат през строго тестване на качество, включително твърдост, микроструктура, химически състав и т.н., за да се гарантира, че материалите отговарят на проектните изисквания и да се избегнат ранни неуспехи на формата поради проблеми с качеството на материала.