

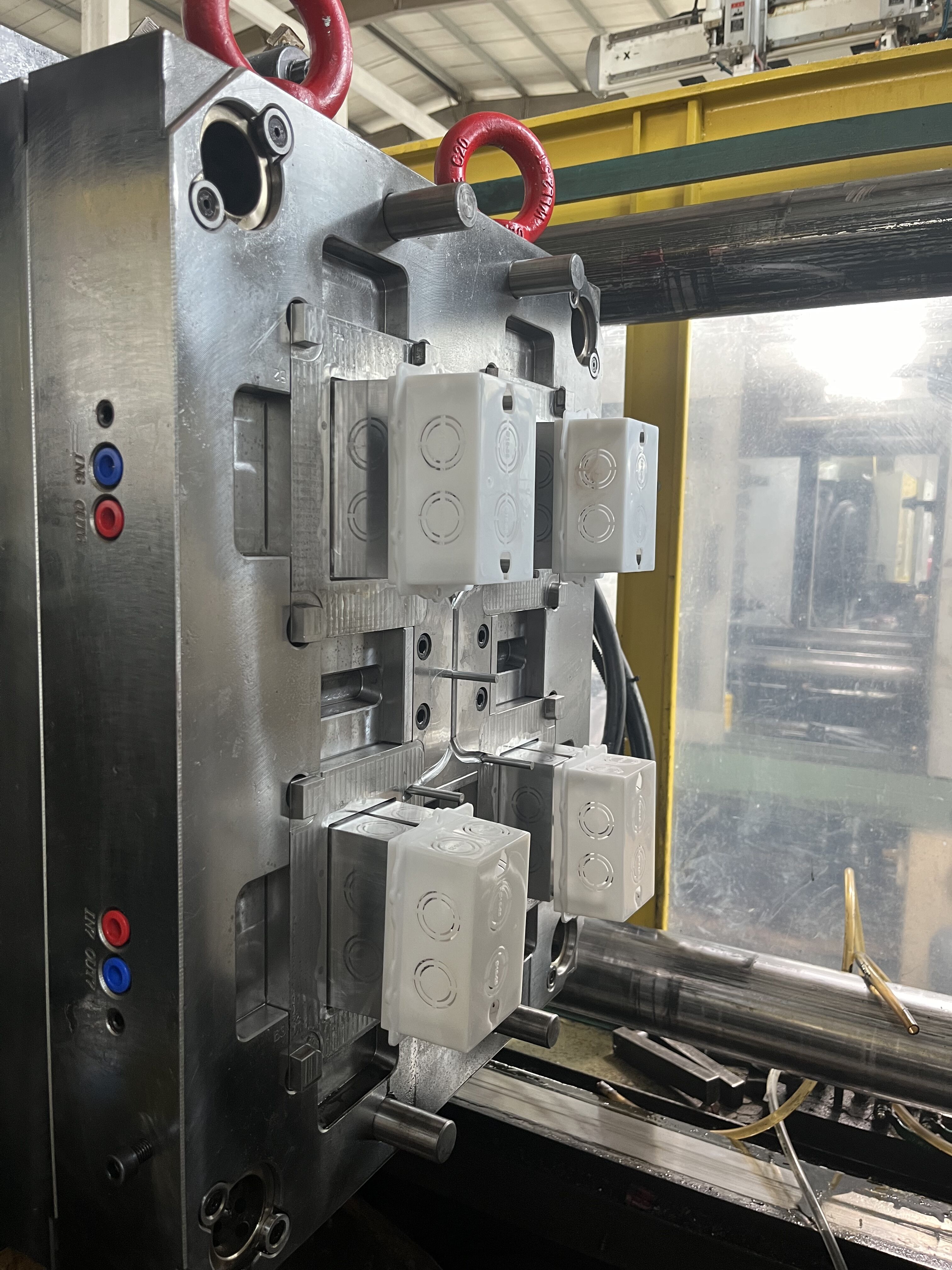

Пластика електрични водоотпорни раскрсни кутије Убризгавање машина
|
Јединица |
СЗ2400А |
|||
|
Убризгавање |
|
|
||
|
Дијаметар вијака |
мм |
55 |
60 |
65 |
|
Однос вијача |
Л/Д |
22.9 |
21 |
19.4 |
|
Теоретска количина упрљања |
ЦМ 3 |
665 |
791 |
929 |
|
Тежина удара ((PS) |
г |
605 |
720 |
845 |
|
Инјекција Притисак |
МпА |
210 |
176 |
150 |
|
Теоретски БОРЕЖНОСТ ИНЕКЦИЈАНА ((PS)) |
г/с |
176.5 |
210 |
245 |
|
КАПАСИТЕТ ПЛАСТИЦИЦИИ |
г/с |
26.4 |
32.5 |
40 |
|
Вртни момент вијака |
Н.м. |
2000 |
||
|
Максимална брзина ротације вијака |
r/min |
150 |
||
|
Инјекциони удар |
мм |
280 |
||
|
Запључана јединица |
|
|||
|
Максимална сила за запртње K |
KN |
2400 |
||
|
Максимални.Отварачки удар |
мм |
530 |
||
|
ПРЕДСТАНЕ између пруга |
мм |
555×555 |
||
|
Висина калупа |
мм |
200-570 |
||
|
Макс.Дневна светлост |
мм |
1100 |
||
|
Сила избацача |
KN |
61.5 |
||
|
Ејектора удар |
мм |
135 |
||
|
КОНУНТИТЕТ ИЕКСЕТОРА |
|
9 |
||
Опис
Опис производа
Постоји много ствари на које треба обратити пажњу у производњи калупа за коробке за збирку, укључујући дизајн, обраду, избор материјала, обраду површине итд. Следеће су специфични садржаји:
дизајн калупа
анализа производа: Добијте дубоко разумевање структуре, захтева за димензионском тачношћу, захтева за изгледом и величине производне партије кутије за здружење. На пример, за спојне кутије са посебним захтевима за инсталацију, неопходно је осигурати да дизајн калупа може задовољити њихову тачност монтаже.
2.Проектирање површине за раздвајање: Разуман избор површине за раздвајање не би требало само да олакша обраду калупа и демонтажу делова, већ и да обезбеди квалитет изгледа кутије за усаглашавање и избегне остављање трагова за раздвајање на површини.
3.Проектирање система заливања: На основу облика, величине и материјалних карактеристика спојне кутије, дизајнирајте одговарајући систем заливања, као што је избор одговарајућих положаја капи и количина, како би се осигурало да пластична топлина може равномерно и брзо попунити шупљину ка
4.Проектирање система хлађења: Проектирање ефикасног система хлађења како би се калупа равномерно хладила током процеса убризгавања, скратио циклус калупа и побољшала ефикасност производње. Дизајн канала за хлађење воде треба оптимизовати на основу расподеле дебљине зида и облика кутије за прелаз како би се избегло деформације узроковане неједнакомерним хлађењем.
Обрада капуља
контрола прецизности: Током обраде калупа, неопходно је строго контролисати прецизност димензија и позиционалне толеранције сваког делова. На пример, димензионална тачност шупљине и језгра треба контролисати у оквиру ± 0,05 мм, а грубост површине треба да достигне Ra0,8-Ra1,6 μ m како би се осигурала димензионална тачност и квалитет изгледа кутије за усађивање.
2.Избор процеса: На основу структуре и материјала калупе, изаберите одговарајућу технологију обраде, као што су ЦНЦ фрезирање, обрада електричним пуцањем, резање жице итд. За неке сложене облике и структуре може бити потребна комбинација више метода обраде како би се осигурала
3.Машинарање електрода: Ако се користи механичка машина за електрични пуњење, тачност обраде и квалитет електроде имају значајан утицај на коначну тачност калупе. Да би се осигурала прецизност димензија и квалитет површине електроде, као и прецизност уклапања са шупљином калупа.
Избор материјала
избор челика за калупу: Изаберите одговарајући материјал за калупу за челик на основу производне серије кутије за спој, карактеристика пластичног материјала и захтева за употребу калупе. За калупе за кутије за збирку са великим производњеним серијама могу се одабрати висококвалитетни калупи као што су П20 и Х13, који имају добру отпорност на зношење, отпорност на корозију и топлотну стабилност.
2.Проба квалитета материјала: Купљени материјали од челика у облику треба да се подвргну строгом тестирању квалитета, укључујући тврдоћу, микроструктуру, хемијски састав итд., како би се осигурало да материјали испуњавају захтеве дизајна и избегну рано неуспех калуче због проблема квалитета материја