

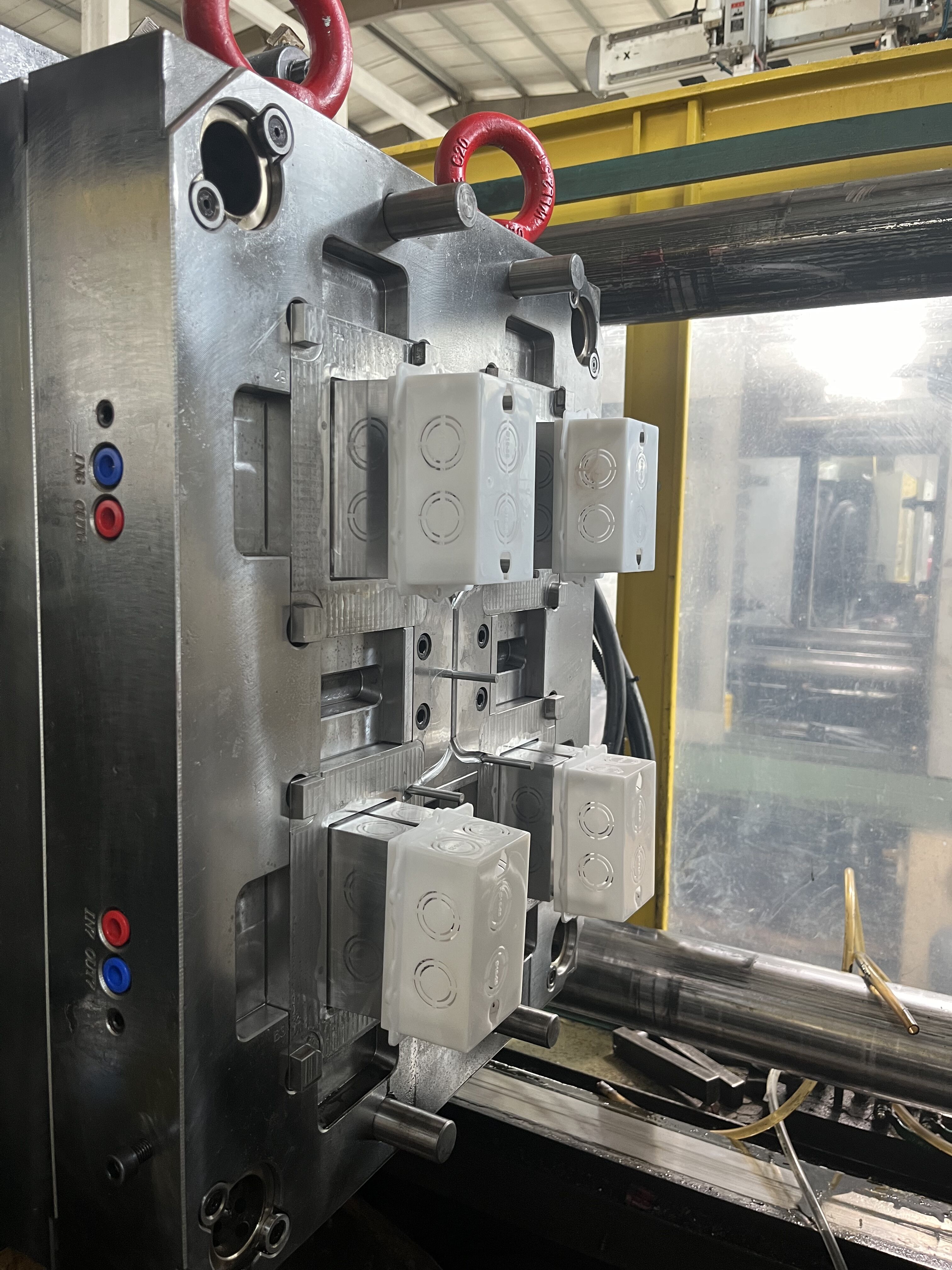

Stavba pre výrobu plastových vodootporých elektrických spojovacích boxov
|
Jednotka |
SZ-2400A |
|||
|
INJEKČNÁ JEDNOTKA |
|
|
||
|
Priemer skrutky |
mm |
55 |
60 |
65 |
|
POMER SKRUTKOVÉHO viečka |
L/D |
22.9 |
21 |
19.4 |
|
TEORETICKÝ OBJEM ZÁBERU |
CM 3 |
665 |
791 |
929 |
|
HMOTNOSŤ STRELE (PS) |
g |
605 |
720 |
845 |
|
Injekcia Tlak |
MPa |
210 |
176 |
150 |
|
Teoretický RIEČNOSŤ VLIEVANIA(PS) |
g/s |
176.5 |
210 |
245 |
|
KAPACITA PLASTIKOVANIA |
g/s |
26.4 |
32.5 |
40 |
|
Krútiaci moment skrutky |
N.m |
2000 |
||
|
MAX. RÝCHLOSŤ OTÁČANIA SKRUTKY |
ot./min |
150 |
||
|
Vstrekovací zdvih |
mm |
280 |
||
|
ČASŤ NA UDRŽANIE |
|
|||
|
MAX. UPÍNACIA SILA K |
KN |
2400 |
||
|
MAX.OTVÁRACÍ ZDVIH |
mm |
530 |
||
|
Priestor medzi spojovacími tyčami |
mm |
555×555 |
||
|
Výška formy |
mm |
200-570 |
||
|
Max.denné svetlo |
mm |
1100 |
||
|
Vyhazovacia sila |
KN |
61.5 |
||
|
Vyhazovacie chod |
mm |
135 |
||
|
Množstvo vyhadzovača |
|
9 |
||
Popis
Popis produktu
Pri výrobe formiek pre junction boxy je potrebné zohľadniť mnoho vecí, vrátane dizajnu, spracovania, výberu materiálov, povrchovej úpravy atď. Nasledujú konkrétne obsahy:
návrh formov
1.Analýza produktu: Získať hlboké pochopenie štruktúry, požiadaviek na rozmery a presnosť, vizuálnych požiadaviek a veľkosti produkčnej série junction boxu. Napríklad pre junction boxy s špeciálnymi montážnymi požiadavkami je nevyhnutné zabezpečiť, aby sa dizajn formy dostál ich montážnej presnosti.
2. Návrh rozdelenia povrchu: Rozumné vybratie rozdelovacieho povrchu by nemalo len uľahčiť spracovanie formy a vytiahnutie súčasti, ale aj zabezpečiť kvalitu vzhľadu junction boxu a vyhnúť sa nechajúcej sa označovacej čiara na povrchu.
3. Návrh lietného systému: Na základe tvaru, veľkosti a materiálových vlastností junction boxu navrhnite vhodný lietný systém, ako je napríklad vybranie vhodných pozícií priechodov a ich počtu, aby sa zabezpečilo, že plastická hmota rovnomerne a rýchlo naplní priestor formy, čím sa znížia defekty ako svačovacie linky.
4. Návrh chladenia: Navrhnite efektívny chladiaci systém na rovnomerné ochladzovanie forme počas procesu prelitovania, skrátenie cyklu formovania a zvýšenie výrobného účinnosti. Rozloženie chladicích vodných kanálov by malo byť optimalizované na základe rozdelenia hrúbky stien a tvaru junction boxu, aby sa vyhli deformácii spôsobenej nerovnomerným chladením.
Zpracovanie foriem
1. Kontrola presnosti: Počas spracovania matice je potrebné striktne kontrolovať rozmernú presnosť a polohové tolerancie každého časti. Napríklad, rozmerná presnosť priestoru a jadra by mala byť pod kontrolou v rámci ± 0,05mm a hrubosť povrchu by mala dosiahnuť Ra0,8-Ra1,6 μm, aby sa zabezpečila rozmerná presnosť a kvalita vzhľadu junction boxu.
2. Výber procesu: Na základe štruktúry a materiálu matice vyberte primeranú technológiu spracovania, ako sú CNC frézovanie, elektrodiskové frézovanie, drôtové rezanie atď. Pre niektoré komplexné tvarové a štrukturálne prvky môže byť potrebné kombinovať viacero techník spracovania, aby sa zabezpečila kvalita a účinnosť spracovania.
3. Strojovanie elektrodu: Ak sa použije elektrodiské strojovanie, presnosť a kvalita elektrodu majú významný vplyv na konečnú presnosť priemeru. Aby sa zabezpečila rozmerná presnosť a povrchová kvalita elektrodu, ako aj presnosť prispôsobenia s dutinou priemeru.
Výber materiálu
1. Výber ocele pre priemer: Vyberte vhodný materiál ocele priemeru na základe počtu vyrobených kusov junction boxu, vlastností plastovej hmoty a požiadaviek na použitie priemeru. Pre priemery junction boxov s veľkými sériami výroby sa môžu vybrať kvalitné oceľe priemerov, ako sú P20 a H13, ktoré majú dobrú odolnosť pred opotrváním, koroziou a tepelnou stabilitou.
2. Testovanie kvality materiálu: Nákupné materiály ocele priemeru by mali prejsť striktým testovaním kvality, vrátane tvrdošťa, mikroštruktúry, chemického složenia atď., aby sa zabezpečilo, že materiály spĺňajú dizajnové požiadavky a aby sa vyhli rannému zlyhaniu priemeru kvôli problémom s kvalitou materiálu.